
















Watch Plating 101 Primer
L'un des problèmes les plus frustrants pour un propriétaire d'une montre vintage ou d'une montre ancienne qui a besoin d'être remplacée est de trier tous les termes techniques inconnus utilisés pour décrire l'épaisseur du placage, les normes de qualité et les meilleures pratiques.
Naviguer à travers toutes ces données peut être très frustrant même pour le consommateur le plus averti. Cette frustration est compréhensible. Le processus de galvanoplastie est compliqué. L'expliquer en termes simples sans simplification excessive est également difficile. Dans certains cas, des explications bien intentionnées offertes au public ont conduit à une énorme quantité de désinformation, à des mythes urbains amusants et à des biais techniques inutiles dans le secteur de la bijouterie et de la réparation de montres.
Parfois, le temps où la montre prisée qui a besoin d'être remplacée se retrouvera dans la boîte à bijoux ou le tiroir de la commode. Pour ceux qui aiment la beauté et le plaisir de porter une montre vintage distinctive, c'est une honte.
Ainsi, au lieu de simplement ranger cette montre à nouveau, examinons certains des termes techniques clés et des concepts de base qui vous aideront à savoir comment fonctionne le remplacement de la montre.
Expliquer tous les détails importants sans compromettre l'exactitude technique est notre objectif ici. En conclusion de cet article, vous pouvez également vous référer à la foire aux questions
section sur le remplacement des montres. Cette section vous aidera à placer les informations techniques de cet article dans un contexte "réel".
Avant d'aborder les questions techniques, voici un petit aperçu des services de galvanoplastie en général. Tout d'abord, vous ne devez faire confiance qu'à un galvanoplastique qualifié qui possède un niveau d'expérience approprié (au moins 20 ans).
Contrairement à tout autre objet de bijouterie, le replaquage du boîtier de montre et du bracelet est hautement spécialisé et fait partie des objets décoratifs les plus difficiles à replaquer correctement. À de rares exceptions près, la plupart des bijoutiers, des ateliers de réparation de bijoux et des galvanoplastiques amateurs ne sont pas correctement équipés pour remplacer une montre selon les normes rigoureuses qui respectent ou dépassent les spécifications d'origine du fabricant. Du point de vue de la durabilité et de l'usure, les montres de haute qualité reposent sur une couche d'or plus épaisse que la plupart des bijoux galvanisés. Ce type de galvanoplastie d'or lourd nécessite une connaissance exceptionnelle des principes électrochimiques, un équipement de placage spécialisé, une conformité stricte aux processus techniques appropriés et un contrôle de qualité minutieux à chaque étape du processus de galvanoplastie.
Par conséquent, l'un des plus grands défis sera de trouver une ressource qualifiée en galvanoplastie! Bien qu'il existe de nombreux ateliers de galvanoplastie aux États-Unis, leurs opérations sont destinées à plaquer des objets à une échelle de production de masse, ou elles se concentrent uniquement sur des applications de galvanoplastie industrielles spécialisées. Ils considèrent que le remplacement des montres personnalisées ne fait pas partie de la portée et de l'échelle de leurs opérations.
Il existe un certain nombre d'opérations de placage au détail personnalisées. Certains d'entre eux sont qualifiés et compétents en matière de replaquage de bijoux. Cependant, cela ne signifie pas qu'ils sont intéressés ou expérimentés spécifiquement dans les méthodes uniques nécessaires pour retoucher et replaquer une montre.
Tout d'abord, un petit aperçu du processus de galvanoplastie et de ses concepts de base. La galvanoplastie peut être définie comme le dépôt d'une très fine couche de métal "électrolytiquement" sur un métal de base pour améliorer ou modifier son apparence. Les atomes sont liés ensemble de la même manière qu'ils sont liés dans un morceau de métal solide.
La galvanoplastie se fait dans une solution liquide appelée électrolyte (fig.a), également appelée « bain de placage ». Le bain de placage est un bain chimique spécialement conçu dans lequel le métal souhaité (c'est-à-dire l'argent, l'or) est dissous sous forme d'atomes microscopiques (ions chargés positivement) en suspension dans la solution. La solution de bain de placage sert de milieu conducteur et utilise une faible tension continue (courant continu). L'objet à plaquer est immergé dans le bain de placage et un courant continu basse tension est appliqué au bain. Généralement situé au centre du bain de placage, l'objet à plaquer agit comme une cathode chargée négativement (fig. b). Les anodes chargées positivement (fig. c) qui complèteront le circuit cc sont soigneusement positionnées sur les bords du réservoir de placage. Une source d'alimentation connue sous le nom de redresseur (fig. d.) est utilisée pour convertir le courant alternatif en un courant continu basse tension soigneusement régulé.

Le circuit résultant canalise les électrons dans un chemin allant du redresseur à la cathode (objet plaqué), à travers le bain de placage à l'anode (chargée positivement) et retour au redresseur. Étant donné que le courant électrique circule du positif au négatif, les ions chargés positivement au niveau des anodes traversent l'électrolyte métallique du bain de placage vers la cathode chargée négativement. Ce mouvement provoque la migration des ions métalliques dans le bain vers des électrons supplémentaires situés sur la couche externe de la surface de la cathode. Au moyen de l'électrolyse, les ions métalliques sont retirés de la solution et se déposent en couche mince sur la surface de l'objet.
Ce processus est appelé électrodéposition. Théoriquement, l'épaisseur de la couche électroplaquée déposée sur l'objet est déterminée par le temps de placage et la quantité d'ions métalliques disponibles dans le bain par rapport à la densité de courant. Plus l'objet reste longtemps dans le bain de placage activé par courant continu, plus la couche électrolytique deviendra épaisse.
Gardez à l'esprit que cette brève explication du processus de galvanoplastie est très basique. Les processus réels et les équipements spécialisés liés au replacage des montres sont considérablement plus complexes. Il existe un grand nombre de paramètres techniques ayant chacun de grandes variations qui doivent être correctement contrôlés et surveillés pour que le processus de galvanoplastie fonctionne correctement.
Maintenant que nous avons une introduction de base au processus de galvanoplastie, examinons les principaux problèmes qui contribuent au succès du remplacement de la montre. Il y a 7 facteurs de base qui auront un impact sur la beauté globale, le lustre et la durabilité à long terme de votre montre replaquée. En réalité, il y en a beaucoup plus que sept, mais ils ont plus à voir avec les étapes procédurales au cours du processus de galvanoplastie et sortent du cadre de cet article.
Les sept facteurs sont
:
1.
Épaisseur
de la couche plaquée or en ce qui concerne la durabilité, la décoloration et l'épaisseur moyenne globale de l'or dans les zones en retrait du boîtier de la montre.
2.
Dureté
de la couche plaquée or en ce qui concerne les rayures, l'abrasion accidentelle et la résistance à l'écaillage.
3.
Adhésion
de la couche plaquée or à la surface du boîtier de la montre.
4.
Sous-placage
de la couche plaquée or avec du cuivre et du nickel pour améliorer la résistance au ternissement.
5.
Porosité
et son élimination dans la couche plaquée or en ce qui concerne la résistance à l'oxydation et à la diffusion.
6.
Couleur et teinte
de la finition plaquée or par rapport à l'esthétique et aux spécifications d'origine des fabricants.
7.
Finition de surface
en ce qui concerne le nettoyage et le repolissage avant le processus final de galvanoplastie
Passons en revue chaque facteur et soulignons les points les plus importants pour comprendre comment ils contribuent au succès du remplacement des montres.
facteur 1 -
épaisseur d'or :
Pour que la finition et le lustre d'une montre replaquée durent au moins 7 à 10 ans ou plus d'utilisation quotidienne régulière, vous aurez besoin d'une épaisseur respectable d'or plaqué. Du point de vue de la résistance à la corrosion, il sera tout aussi important que les zones en retrait invisibles (c'est-à-dire les zones filetées, les cornes, les bords en cristal) du boîtier de la montre aient également une épaisseur adéquate de placage d'or. Avant d'entrer dans ce niveau de détail, prenons un moment et apprenons comment l'épaisseur du plaqué or est mesurée dans l'industrie de la joaillerie.
Comme point de départ, il sera nécessaire de définir "l'unité de mesure" qui décrit les épaisseurs de couche plaquées or. L'unité de mesure la plus courante aux États-Unis est le "microinch". En termes simples, un micropouce équivaut en fait à un millionième de pouce (voir tableau a).
Pour l'Europe et certaines industries américaines (c'est-à-dire la joaillerie), l'unité de mesure est souvent exprimée en « microns ». À titre d'exemple, l'épaisseur du bord d'une pièce de monnaie américaine est de 1250 microns ou 1,25 millimètres.

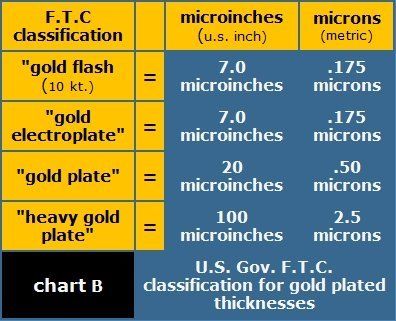
Les épaisseurs de placage pour les objets en métaux précieux et le commerce connexe sont réglementés par des règles spécifiques administrées par la Federal Trade Commission des États-Unis. Si vous êtes intéressé par plus de détails, des informations supplémentaires peuvent être trouvées dans le Code of Federal Regulations, Title 16, Commercial practices Part 23 January 1999. Les métaux précieux soumis aux réglementations de la FTC comprennent l'or, l'argent et le groupe des métaux du platine. Les exigences FTC pour l'épaisseur du placage sont exprimées en micropouces et en microns (voir tableau b).
Pour une comparaison encore plus claire, le tableau c décrit l'épaisseur moyenne en micropouces et en microns de certains objets courants que nous connaissons tous. Comme vous pouvez le voir, la plupart des finitions en or électrolytique sont en fait assez fines en comparaison.

Après avoir comparé le tableau b et le tableau c, la première chose que l'on peut se demander est la suivante : comment un dépôt électrolytique d'or aussi fin que ce qui est désigné par la réglementation FTC peut-il durer très longtemps ? Pour les montres, vous auriez raison de poser cette question.
Cependant, gardez à l'esprit que dans le monde décoratif de la montre en or, replaquer 5-7 microns est assez lourd ! Combinée à l'ajout d'"alliages" pour durcir le placage d'or, cette épaisseur de galvanoplastie est plus que suffisante pour la plupart des montres replaquées.
Certains galvanoplastes pourraient vous dire que 10-20 microns est l'épaisseur correcte pour une véritable plaque de montre authentique de "qualité suisse". Si vous replacez avec une couche d'or fin pur à 99,9% sans alliage durcissant, ce point de vue pourrait être juste. Selon la conception du boîtier de la montre, vous auriez besoin de cette couche d'or fin plus épaisse, car la douceur de l'or plaqué commencerait à déteindre sur la surface de la montre à cause de l'usure normale.
Cependant, avec les formules de dorure d'aujourd'hui, des finitions en or extrêmement dures avec une excellente résistance aux rayures et à l'abrasion sont disponibles. De ce fait, au-delà d'un certain seuil, il n'est ni nécessaire ni avantageux du point de vue de la durabilité et du "rub-off" de replaquer les montres au-dessus de 7 microns.
D'un point de vue technique, une épaisseur appropriée de la couche plaquée or permet également de minimiser l'impact de la "porosité" dans la structure de surface de la montre replaquée. Nous parlerons plus en détail de la porosité et de sa relation avec la décoloration prématurée de la surface plus loin dans l'article.
Il n'est tout simplement pas tout à fait vrai que l'épaisseur du placage sur les zones à forte usure de la montre détermine la durabilité de la finition de la montre replaquée. L'épaisseur est importante, mais "l'épaisseur moyenne" globale du placage d'or sur toute la surface de la montre est tout aussi importante.
La "physique" du processus de galvanoplastie, de par sa nature même, a tendance à déposer l'or sur n'importe quel objet de manière inégale. Cela est particulièrement vrai pour les zones en retrait complexes et les contours de la conception du boîtier de la montre. Les bords proéminents et la surface décorative importante (les zones exposées autour du verre de la montre et des cornes) recevront un placage plus épais que les zones en retrait dans le boîtier de la montre.
Pour empêcher toute oxydation et décoloration de surface de se propager à partir des zones secondaires invisibles du boîtier de la montre, il est très important qu'une montre replaquée ait une épaisseur d'or adéquate sur chaque partie de sa surface.
Une couche plaquée or d'au moins 3-4 microns dans les zones cachées en retrait du boîtier de la montre est assez efficace. Ce niveau d'épaisseur d'or permettra d'éliminer la corrosion de commencer à l'intérieur de la montre. Cela est particulièrement vrai pour les zones filetées du boîtier autour du couvercle arrière amovible de la montre et les pattes qui fixent le bracelet de la montre. Ces parties de la surface de la montre sont en contact accidentel constant avec les huiles de la peau, les produits chimiques et les parfums.
facteur 2 -
Dureté de la couche plaquée or :
Il ne suffit pas d'avoir une épaisse couche plaquée or si elle est facilement déteinte par contact occasionnel avec les vêtements, la peau et d'autres surfaces. Si le placage d'or est doux, il s'usera facilement sur une courte période de temps. Cela sera particulièrement visible autour des points hauts de la montre et des bords principaux près des cornes. La dureté de surface et la ténacité de la couche plaquée or finale sont extrêmement importantes pour que la montre résiste aux rayures et à l'abrasion accidentelle.
Contrairement à l'épaisseur du placage à l'or, la dureté du placage à l'or n'est plus réglementée ni spécifiée par la FTC (depuis août 1999). Les fabricants de l'industrie horlogère ont des directives techniques pour la dureté recommandée qui sont encore utilisées sur les montres plaquées or nouvellement fabriquées.
Les ateliers de galvanoplastie commerciaux qui dorent des objets tels que des appareils de plomberie s'en remettront aux spécifications militaires pour la dureté de finition, en particulier MIL-G-45204C. Dans cette spécification, la dureté pour le placage à l'or est appelée "grade" (voir tableau e). Pour nos applications de replacage, nous nous appuierons sur cet aspect de cette spécification pour déterminer les normes des différents niveaux de dureté disponibles pour le placage d'or des montres.

La norme pour mesurer la dureté du placage à l'or est exprimée en "dureté knoop". La dureté Knoop est calculée en mesurant l'indentation produite par une pointe de diamant allongée en forme de pyramide à quatre côtés. Pressé dans une surface galvanisée sous des charges (généralement inférieures à 1 kilogramme de force), le pénétrateur crée une impression à 4 côtés. Les chiffres de dureté sont cités par rapport aux valeurs de charge spécifiques qui ont été utilisées dans le test.
Une valeur de dureté Knoop pour une montre en or replaquée doit être évaluée au moins entre 110 et 130 (grade b).
Cette valeur de dureté fournira une bonne résistance aux rayures et une durabilité de finition à long terme pour les montres. Vous pouvez désigner une finition plus dure, mais la tendance à la fragilisation du placage à l'or peut devenir un problème. Dans certains cas, cela pourrait entraîner un léger écaillage de la lourde couche plaquée or, en particulier sur les arêtes vives et les contours de conception proéminents de la montre.
facteur 3 -
Adhésion de la couche plaquée or :
Il s'agit d'entrer dans un territoire plus difficile à contrôler et qui dépend fortement des meilleures pratiques, du jugement et des compétences du galvanoplastique. Le but d'inclure cette information dans notre discussion est de sensibiliser les lecteurs en général.
Les boîtiers de montre (sauf pour les types en or massif) sont en laiton ou
un certain type d'alliage cuivre/bronze.
Certains boîtiers de montres sont en nickel. Le laiton et ses alliages ont tendance à s'oxyder et à se ternir très rapidement lorsqu'ils sont exposés à des conditions environnementales normales. Le protéger de la décoloration est l'une des raisons pour lesquelles le boîtier de la montre a été plaqué or en premier lieu.
Les contaminants provenant des oxydes formés sur le boîtier de la montre en laiton peuvent empêcher une bonne adhérence de la couche plaquée or. Avant qu'une montre en laiton ne soit replaquée, tout le placage d'or usé et l'oxydation de surface doivent être enlevés. La surface en laiton doit être soigneusement restaurée et repolie. Avant le processus de placage, la surface doit être exempte d'oxydes ou de contaminants. Plus la surface est propre, meilleure est l'adhérence. Une des choses qui est souvent négligée pendant cette phase est la
incrusté au microscope
contaminants dans les couches de surface les plus externes de la montre. Cela se produit normalement pendant les étapes finales de polissage et de nettoyage juste avant le processus de placage.
Tout contaminant sous forme de grain abrasif, de composé de polissage, de résidu de savon ou d'oxydes sur le boîtier de la montre en laiton peut nuire à l'adhérence de la surface. En adhérant à des processus de nettoyage soigneux, la galvanoplastie peut surmonter la plupart des problèmes d'adhérence en submergeant le boîtier de la montre dans un léger rinçage acide pour éliminer tout film d'oxyde et activer sa surface. À partir de ce moment, il faut veiller à éviter toute recontamination par des oxydes, des empreintes digitales ou des huiles à formation rapide lors de la manipulation avant le processus de placage final.
Le manque d'une bonne adhérence est un facteur de replacage qui peut souvent conduire à une porosité de surface ou à des cloques dans la couche plaquée or.
facteur 3 -
Adhésion de la couche plaquée or :
Il s'agit d'entrer dans un territoire plus difficile à contrôler et qui dépend fortement des meilleures pratiques, du jugement et des compétences du galvanoplastique. Le but d'inclure cette information dans notre discussion est de sensibiliser les lecteurs en général.
Les boîtiers de montre (sauf pour les types en or massif) sont en laiton ou
un certain type d'alliage cuivre/bronze.
Certains boîtiers de montres sont en nickel. Le laiton et ses alliages ont tendance à s'oxyder et à se ternir très rapidement lorsqu'ils sont exposés à des conditions environnementales normales. Le protéger de la décoloration est l'une des raisons pour lesquelles le boîtier de la montre a été plaqué or en premier lieu.
Les contaminants provenant des oxydes formés sur le boîtier de la montre en laiton peuvent empêcher une bonne adhérence de la couche plaquée or. Avant qu'une montre en laiton ne soit replaquée, tout le placage d'or usé et l'oxydation de surface doivent être enlevés. La surface en laiton doit être soigneusement restaurée et repolie. Avant le processus de placage, la surface doit être exempte d'oxydes ou de contaminants. Plus la surface est propre, meilleure est l'adhérence. Une des choses qui est souvent négligée pendant cette phase est la
incrusté au microscope
contaminants dans les couches de surface les plus externes de la montre. Cela se produit normalement pendant les étapes finales de polissage et de nettoyage juste avant le processus de placage.
Tout contaminant sous forme de grain abrasif, de composé de polissage, de résidu de savon ou d'oxydes sur le boîtier de la montre en laiton peut nuire à l'adhérence de la surface. En adhérant à des processus de nettoyage soigneux, la galvanoplastie peut surmonter la plupart des problèmes d'adhérence en submergeant le boîtier de la montre dans un léger rinçage acide pour éliminer tout film d'oxyde et activer sa surface. À partir de ce moment, il faut veiller à éviter toute recontamination par des oxydes, des empreintes digitales ou des huiles à formation rapide lors de la manipulation avant le processus de placage final.
Le manque d'une bonne adhérence est un facteur de replacage qui peut souvent conduire à une porosité de surface ou à des cloques dans la couche plaquée or.
facteur 4 -
Sous-placage :
Le sous-placage est étroitement lié à
facteur 3
en ce qui concerne l'amélioration de l'adhérence de surface du placage d'or. Comme son nom l'indique, le sous-placage est une série de processus de placage qui sont utilisés pour préparer une montre pour son placage final en or. Le sous-placage a pour but d'améliorer la résistance au ternissement de votre montre en or replaquée.
Après que la montre ait été repolie, nettoyée et rincée, elle est galvanisée avec une couche de cuivre brillant. Le cuivre électrolytique adhère facilement au boîtier de la montre en laiton et fournit une bonne couche intermédiaire pour aider à prévenir la porosité et la formation d'oxydes. Pour les boîtiers de montre mal piqués et creusés, des couches suffisantes de cuivre peuvent être plaquées sur la surface pour remplir et lisser les irrégularités de surface. Une fois le cuivre plaqué sur la montre, celle-ci est préparée pour l'étape suivante.
Selon le fabricant, de nombreuses montres vintage à prix moyen et élevé étaient également sous-plaquées avec une couche de nickel brillant avant le placage à l'or final. Le nickel brillant possède de nombreuses caractéristiques souhaitables qui contribuent à améliorer l'éclat et la durabilité de votre montre replaquée. L'avantage le plus remarquable du sous-placage en nickel est sa capacité à empêcher la corrosion du boîtier de la montre en laiton d'atteindre la couche plaquée or. S'il y a une porosité dans la couche plaquée or, la couche de nickel empêchera tout contaminant de surface de corroder le boîtier de la montre en laiton ; qui avec le temps décolorerait la couche plaquée or. Enfin, une couche de nickelage peut aider à éclaircir et à lisser les irrégularités mineures de la surface du boîtier de la montre.
facteur 5 -
Porosité:
Il serait facile d'écrire un chapitre entier sur les nombreuses relations techniques importantes qui peuvent conduire à la porosité (c'est-à-dire les pores transversaux, la porosité en vrac) dans les finitions plaquées or.
Lorsque la galvanoplastie commence à former la première couche d'or sur le boîtier de la montre, l'or est progressivement construit au niveau moléculaire dans une structure de couches de "type treillis". Plus la montre est exposée longtemps au bain de placage, plus les couches de treillis d'or seront épaisses et denses.
S'il y a une contamination sur la surface du boîtier de la montre ou une rugosité inégale (c'est-à-dire des rayures) dans la finition, la structure du réseau moléculaire de l'or peut être interrompue et un "pore" microscopique peut se former et commencer à se développer au point de contact. Si cela et d'autres facteurs (bains de placage, alimentation électrique) dans le processus de galvanoplastie ne sont pas étroitement contrôlés, une porosité ressemblant à des couches de fromage suisse microscopique se produira dans toute la couche plaquée or.
Malheureusement, la porosité peut permettre au boîtier de la montre en laiton de se corroder lentement lorsque les contaminants de surface migrent à travers les minuscules pores de la couche d'or. Finalement, cette corrosion reviendra à la surface de la finition plaquée or de la montre et la fera changer de couleur. C'est l'une des nombreuses raisons pour lesquelles les finitions en or des montres replaquées ont la mauvaise réputation de ne pas durer très longtemps. Par conséquent, il est essentiel que toute porosité soit minimisée ou complètement éliminée pendant le processus de galvanoplastie d'or.
Il existe plusieurs façons d'y parvenir. Tout d'abord, vous devez garder à l'esprit qu'il semble y avoir une relation importante entre l'épaisseur de l'or et la formation de porosité. En termes simples, la porosité diminue à mesure que la couche d'or devient plus épaisse. Au fur et à mesure que la couche d'or se forme, de nouvelles couches d'or recouvrent et "scellent" tous les pores qui se sont formés au début du processus de galvanoplastie. Le placage à l'or dans des épaisseurs suffisantes, combiné à des processus de galvanoplastie appropriés, peut pratiquement éliminer tout risque de migration de contaminants de surface dans le boîtier de la montre en laiton. C'est pourquoi une couche plus lourde de placage d'or doit être utilisée.
Il est important que le processus de placage utilise un certain type de processus de sous-placage protecteur. Comme mentionné précédemment, le nickel brillant peut être utilisé comme sous-placage pour empêcher tout contaminant de se déplacer vers ou depuis le boîtier de la montre en laiton et éventuellement de décolorer la couche plaquée or.
facteur 6 - Couleur et teinte
:
Faire correspondre la couleur d'origine de votre montre vintage est important pour assurer un look authentique et esthétique qui reproduit au mieux sa finition d'usine d'origine !
Contrairement à la croyance populaire, la couleur du placage d'or a très peu de rapport direct avec le degré de pureté de l'or utilisé. Différentes couleurs plaquées or sont obtenues en ajoutant de petites quantités de métaux d'alliage pour changer la "couleur et la teinte" de la finition plaquée or finale.
Par exemple, si votre montre avait une désignation de "placage or 14 carats", cette couleur a probablement été obtenue en ajoutant de petites quantités de nickel, de cobalt ou de palladium (ou des combinaisons de tous) pour le "pâlir" du couleur jaune-orange caractéristique de l'or pur 24 carats. D'autres techniques telles que le changement de température du bain de placage, l'ajustement de la tension continue ou la simple agitation du boîtier de la montre dans le bain de placage peuvent permettre de modifier encore plus la couleur de l'or plaqué. La couche plaquée or peut encore être de 90 % d'or pur, mais sa couleur ressemblerait à une finition en or 14 carats (l'or 14 carats réel est pur à 58 % par rapport à l'or 24 carats qui est à 99,99 %). Par conséquent, vous devez savoir que lorsque vous désignez une finition plaquée or 14 carats ou 18 carats pour votre montre, la couleur finale de la finition peut n'avoir aucun rapport direct avec la pureté réelle de l'or déposé sur la montre.
En parallèle, à l'exception des travaux de placage à grande échelle ou à volume élevé, les différences de coût réelles entre les articles plaqués or couleur 14 carats et plaqués or 24 carats sont insignifiantes. En réalité, les placages d'or dur jaune 14 carats pour montres (5-7 microns) sont plus difficiles à plaquer (c'est-à-dire fragilisés par des contraintes internes), mais sont beaucoup plus durables que les finitions plaquées or pur 24 carats non alliées.
Avec cette famille de finitions plaquées or 14 carats, il est assez facile de reproduire de nombreuses couleurs d'or "jaune hamilton" utilisées dans les années 50 et 60 sur les montres de prix moyen à élevé. De plus, ils ont une belle couleur, une excellente résistance aux rayures, un aspect moins criard ou faux que les finitions plaquées or couleur 22 carats ou 24 carats. Si vous recherchez des couleurs plus exotiques pour votre montre, des finitions plaquées or vert, or rose, or gris et or violet sont également disponibles. Ces types de finitions plaquées or ont été alliées à d'autres métaux pour obtenir leur couleur. Ils semblent toujours dorés, mais ont une "teinte" à leur finition de l'alliage qui a été ajouté au bain de placage.
Méfiez-vous, certaines des finitions plaquées or 24 carats pures à 99,9 % de la "formule secrète" très annoncées qui sont proposées. Ils apparaissent de couleur jaune bleuâtre (alliage de cobalt) et sont loin de la couleur "jaune chaud" souhaitable de la finition de la montre d'origine. Cela ne signifie pas que leur finition n'est pas durable ou bien exécutée, mais ils auront une couleur indésirable.
facteur 7 - Finition de surface
:
L'un des facteurs les plus importants et les plus faciles à contrôler lors du remplacement d'une montre est la qualité et la luminosité de la finition de surface du boîtier de la montre. Sans sous-placage spécial, le processus de galvanoplastie ne cache pas les rayures ou les piqûres préexistantes. Si quoi que ce soit, le processus de placage rendra une mauvaise finition de surface encore pire.
Dans cet esprit, il est important de passer plus de temps dans la phase de finition pour éliminer les rayures profondes, remplir toutes les fosses de surface et reconstruire les bords de conception usés. Cette partie du processus peut en fait prendre plus de temps que la galvanoplastie, surtout si la montre est plus ancienne et que les contours du boîtier de la montre sont très usés.
Parfois, les fosses profondes et les gouges de surface peuvent être progressivement remplies d'un métal approprié pendant le processus de sous-placage. D'autres fois, il est nécessaire de faire fondre une soudure spéciale en or ou en argent directement sur le boîtier de la montre en laiton nu pour combler les imperfections de surface profondes. Cela peut prendre du temps et nécessite beaucoup de compétences de la part du carrossier. Tous les bords de conception proéminents doivent être redéfinis et polis. De plus, tous les éclats ou entailles mineurs autour des pattes qui retiennent le bracelet de la montre doivent être soigneusement retirés.
Il est préférable de combler les rayures profondes et les imperfections de surface plutôt que d'essayer de les enlever avec un ponçage abrasif. Trop de ponçage peut ruiner le boîtier de la montre en le rendant trop fin. Ceci est particulièrement critique pour les zones de «contour de conception» du boîtier de la montre qui définissent sa beauté décorative ou contribuent à son intégrité structurelle (c'est-à-dire les cornes, la lunette autour du verre de la montre).
Une fois les principales imperfections de surface éliminées, un polissage final du boîtier de la montre pour éliminer toutes les autres fines rayures est nécessaire. À ce stade, toutes les finitions satinées doivent avoir une apparence uniforme et toutes les surfaces brillantes doivent être brillantes comme un miroir et exemptes de toute irrégularité de surface. Enfin, la montre est maintenant prête à être replaquée.
Cela peut sembler être un effort extraordinaire et ça l'est. On pourrait décrire ce processus plus précisément comme une "restauration de montres" plutôt que comme un simple repolissage et un replaquage de montres. Dans certains cas, si elles sont effectuées correctement, ces étapes importantes peuvent augmenter considérablement la valeur monétaire et intrinsèque de votre montre vintage.
D'un point de vue technique, sur la base des 7 facteurs inclus dans cet article, nous pouvons maintenant résumer la spécification de montre parfaite pour replaquer une montre avec de l'or :
un. Élimination de tous les anciens placages, rayures et imperfections de surface, y compris toutes les fosses.
b. Finition et repolissage de toute la surface de la montre.
c. Sous-plaqué avec une couche de cuivre brillant.
d. Sous-plaqué avec une couche de nickel brillant.
e. Épaisseur plaquée or de 5 à 7 microns sur la surface primaire, 3 à 4 microns d'or dans toutes les zones en retrait du boîtier de la montre.
F. Dureté de l'or de 110 knoop à 130 knoop (basé sur la spécification MIL-G-45204C grade b).
g. Couleur du placage or correspondant aux spécifications d'origine du fabricant.
Il est important de garder à l'esprit qu'en raison des différentes conceptions de boîtiers de montre, des contours de surface, de l'état du boîtier et d'autres facteurs, chaque montre nécessitant un placage à l'or présente ses propres exigences uniques en matière de finition et de replaquage. Le déterminant ultime du prix pour tout travail de replaquage de montre sera basé sur le niveau de finition que vous décidez d'avoir fait.
Parlons du prix d'une montre replaquée. L'un des cadeaux morts d'une plaque de qualité inférieure peut être détecté dans l'estimation de prix initiale. Si vous êtes cité 150 dollars ou moins pour remplacer votre montre, vous pouvez supposer que le prix n'inclut pas le retrait des pièces mécaniques du boîtier de la montre. Il n'inclura pas non plus la finition soignée et la restauration de surface qui seront nécessaires avant le replacage. Dans certains cas, cela peut même ne pas inclure le repolissage de base ! Assurez-vous de poser suffisamment de questions pour vous assurer que vous savez ce que vous obtenez pour votre argent.
Certains replaters de montres vous diront qu'ils respectent toutes les normes gouvernementales pour le placage à l'or lourd (2,5 microns), y compris les normes militaires pour le placage à l'or ; et ils le font probablement. Mais sur la base des 7 facteurs examinés précédemment, cela ne suffit pas pour le type de replaquage de montre qui garantit une finition durable.
L'extrémité standard de cette gamme de prix est basée sur une montre en assez bon état, sans rayures superficielles profondes ni cornes endommagées. Ce prix comprendrait une opération de repolissage de qualité supérieure et un replaquage en or d'une épaisseur de 5 à 7 microns.
Si le boîtier et/ou le bracelet sont en très mauvais état avec des imperfections profondes ou des dommages nécessitant un remplissage et/ou un remplacement, des frais supplémentaires peuvent s'appliquer. Nous vous contacterons avant de continuer si cela s'applique.
Réflexions finales et points de vue
Donc voilà, tout ce que vous devez savoir sur le remplacement de montre de base. Ces informations devraient être plus que suffisantes pour vous aider à comprendre l'importance d'une ressource qualifiée pour réparer et replaquer votre montre.
Pour plus d'informations concernant la galvanoplastie et la finition des métaux, assurez-vous de visiter notre
FAQ section située sur ce site. Si nous pouvons vous aider dans vos besoins de placage et de finition de métaux personnalisés, veuillez nous contacter à l'adresse e-mail ci-dessous, ou nous téléphoner pour discuter des services spécifiques dont vous pourriez avoir besoin.
Tous les articles sont protégés par le droit d'auteur de The Time Preserve. La reproduction de cet article sous quelque forme que ce soit sans autorisation expresse n'est pas autorisée. Tous les droits sont réservés. Merci!