
















Obejrzyj podkład Platerowanie 101
Jednym z najbardziej frustrujących problemów dla właściciela zabytkowego lub zabytkowego zegarka wymagającego wymiany jest sortowanie wszystkich nieznanych terminów technicznych, które są używane do opisania grubości poszycia, standardów jakości i najlepszych praktyk.
Poruszanie się po tych wszystkich danych może być bardzo frustrujące nawet dla najbardziej obeznanego konsumenta. Ta frustracja jest zrozumiała. Proces galwanizacji jest skomplikowany. Wyjaśnienie tego w podstawowych terminach bez nadmiernych uproszczeń jest również trudne. W niektórych przypadkach dobrze zaplanowane wyjaśnienia oferowane opinii publicznej doprowadziły do ogromnej ilości dezinformacji, zabawnych miejskich mitów i niepotrzebnych uprzedzeń technicznych w handlu biżuterią i dziedzinie naprawy zegarków.
Czasami cenny zegarek, który wymaga wymiany, trafia z powrotem do pudełka z biżuterią lub szuflady komody. Dla tych, którzy lubią piękno i przyjemność noszenia charakterystycznego zegarka vintage, jest to wstyd.
Więc zamiast po prostu ponownie przechowywać ten zegarek, przyjrzyjmy się niektórym kluczowym terminom technicznym i podstawowym koncepcjom, które pomogą ci dowiedzieć się, jak działa replikacja zegarka.
Naszym celem jest wyjaśnienie wszystkich ważnych szczegółów bez uszczerbku dla poprawności technicznej. Na zakończenie tego artykułu możesz również odnieść się do często zadawanych pytań
sekcja dotycząca replikacji zegarków. Ta sekcja pomoże Ci umieścić informacje techniczne z tego artykułu w kontekście „rzeczywistego świata”.
Zanim przejdziemy do kwestii technicznych, oto trochę ogólnych informacji na temat usług galwanicznych. Po pierwsze, zaufaj tylko wykwalifikowanemu galwanizerowi, który ma odpowiedni poziom doświadczenia (co najmniej 20 lat).
W przeciwieństwie do innych przedmiotów jubilerskich, repliki zegarków i pasków są wysoce wyspecjalizowane i należą do najtrudniejszych elementów dekoracyjnych do prawidłowego powlekania. Z nielicznymi wyjątkami większość jubilerów, warsztatów jubilerskich i hobbystów galwanizerni nie jest odpowiednio wyposażona do ponownego platerowania zegarka zgodnie z rygorystycznymi normami, które spełniają lub przekraczają oryginalne specyfikacje producenta. Z punktu widzenia trwałości i zużycia, wysokiej jakości zegarki opierają się na cięższej warstwie złota niż większość galwanizowanej biżuterii. Ten rodzaj galwanizacji ciężkiego złota wymaga wyjątkowej znajomości zasad elektrochemicznych, specjalistycznego sprzętu do galwanizacji, ścisłego przestrzegania odpowiednich procesów technicznych i starannej kontroli jakości na każdym etapie procesu galwanizacji.
W rezultacie jednym z największych wyzwań będzie znalezienie wykwalifikowanego zasobu do galwanizacji! Chociaż w Stanach Zjednoczonych istnieje wiele galwanizerni, ich działalność jest nastawiona na powlekanie przedmiotów na masową skalę lub koncentruje się wyłącznie na specjalistycznych zastosowaniach galwanicznych w przemyśle. Postrzegają replikację zegarków na zamówienie jako wykraczającą poza zakres i skalę ich działalności.
Istnieje wiele niestandardowych operacji galwanicznych w handlu detalicznym. Niektórzy z nich są wykwalifikowani i mają wiedzę na temat replikacji biżuterii. Nie oznacza to jednak, że są zainteresowani unikalnymi metodami potrzebnymi do renowacji i powtórnego platerowania zegarka lub mają doświadczenie.
Najpierw trochę informacji na temat procesu galwanizacji i jego podstawowych pojęć. Galwanizację można zdefiniować jako „elektrolityczne” osadzanie bardzo cienkiej warstwy metalu na metalu nieszlachetnym w celu ulepszenia lub zmiany jego wyglądu. Atomy są połączone ze sobą w taki sam sposób, jak są związane w litym kawałku metalu.
Galwanizacja odbywa się w ciekłym roztworze zwanym elektrolitem (rys. a), zwanym również „kąpielą galwaniczną”. Kąpiel galwaniczna jest specjalnie zaprojektowaną kąpielą chemiczną, w której pożądany metal (tj. srebro, złoto) jest rozpuszczony w postaci mikroskopijnych atomów (jonów naładowanych dodatnio) zawieszonych w roztworze. Roztwór kąpieli galwanicznej służy jako medium przewodzące i wykorzystuje niskie napięcie stałe (prąd stały). Przedmiot, który ma być platerowany, jest zanurzany w kąpieli galwanicznej i do kąpieli doprowadzany jest prąd stały o niskim napięciu. Zwykle znajdujący się w środku kąpieli galwanicznej przedmiot, który ma być platerowany, działa jak ujemnie naładowana katoda (rys. b). Dodatnio naładowane anody (rys. c), które uzupełniają obwód prądu stałego, są ostrożnie umieszczane na krawędziach zbiornika galwanicznego. Źródło zasilania znane jako prostownik (rys. d.) służy do przekształcania prądu przemiennego w starannie regulowany prąd stały o niskim napięciu.

Powstały obwód kieruje elektrony na ścieżkę od prostownika do katody (obiekt poddawany galwanizacji), przez kąpiel galwaniczną do anody (naładowanej dodatnio) iz powrotem do prostownika. Ponieważ prąd elektryczny przepływa od dodatniego do ujemnego, dodatnio naładowane jony na anodach przepływają przez metalowy elektrolit kąpieli galwanicznej w kierunku ujemnie naładowanej katody. Ten ruch powoduje, że jony metali w kąpieli migrują w kierunku dodatkowych elektronów znajdujących się na zewnętrznej warstwie powierzchni katody. Za pomocą elektrolizy jony metali są usuwane z roztworu i osadzane jako cienka warstwa na powierzchni przedmiotu.
Ten proces nazywa się elektroosadzaniem. Teoretycznie o grubości warstwy galwanicznej naniesionej na przedmiot decyduje czas galwanizacji oraz ilość dostępnych jonów metali w kąpieli w stosunku do gęstości prądu. Im dłużej obiekt pozostaje w kąpieli galwanicznej aktywowanej prądem stałym, tym grubsza będzie warstwa galwaniczna.
Pamiętaj, że to krótkie wyjaśnienie procesu galwanizacji jest bardzo proste. Rzeczywiste procesy i specjalistyczny sprzęt związany z replikacją zegarków są znacznie bardziej złożone. Istnieje duża liczba parametrów technicznych, z których każdy ma duże różnice, które muszą być odpowiednio kontrolowane i monitorowane, aby proces galwanizacji przebiegał prawidłowo.
Teraz, gdy mamy podstawowe wprowadzenie do procesu galwanizacji, przyjrzyjmy się kluczowym kwestiom, które przyczyniają się do pomyślnego powielania zegarków. Istnieje 7 podstawowych czynników, które będą miały wpływ na ogólne piękno, połysk i długotrwałą trwałość Twojego odnowionego zegarka. W rzeczywistości jest ich znacznie więcej niż siedem, ale mają one więcej wspólnego z etapami proceduralnymi podczas procesu galwanizacji i wykraczają poza zakres tego artykułu.
Siedem czynników jest
:
1.
Grubość
warstwy pozłacanej w odniesieniu do trwałości, odbarwień i ogólnej średniej grubości złota we wgłębieniach koperty zegarka.
2.
Twardość
warstwy pozłacanej pod względem zarysowań, przypadkowego przetarcia i odporności na odpryski.
3.
Przyczepność
warstwy pozłacanej do powierzchni koperty zegarka.
4.
Podposzycie
warstwy pozłacanej miedzią i niklem w celu poprawy odporności na matowienie.
5.
Porowatość
i jego wyeliminowanie w warstwie pozłacanej w odniesieniu do odporności na utlenianie i dyfuzję.
6.
Kolor i odcień
pozłacanego wykończenia w stosunku do estetyki i oryginalnych specyfikacji producenta.
7.
Wykończenie powierzchni
w odniesieniu do czyszczenia i ponownego polerowania przed końcowym procesem galwanizacji
Przyjrzyjmy się każdemu czynnikowi i podkreśl najważniejsze punkty, aby zrozumieć, w jaki sposób przyczyniają się one do sukcesu replikacji zegarków.
czynnik 1 -
grubość złota:
Aby wykończenie i połysk powtórnie platerowanego zegarka przetrwały co najmniej 7-10 lat lub więcej przy regularnym codziennym użytkowaniu, potrzebujesz odpowiedniej grubości platerowanego złota. Z punktu widzenia odporności na korozję równie ważne będzie, aby niewidoczne wgłębienia (tj. obszary gwintowane, występy, krawędzie kryształków) koperty zegarka miały odpowiednią grubość złocenia. Zanim przejdziemy do tego poziomu szczegółów, poświęćmy chwilę i dowiedzmy się, jak mierzona jest grubość pozłacana w przemyśle jubilerskim.
Na początek konieczne będzie zdefiniowanie „jednostki miary” opisującej grubość warstwy pozłacanej. Najpopularniejszą jednostką miary w USA jest „mikrocal”. W kategoriach laika mikrocal to w rzeczywistości to samo, co jedna milionowa cala (patrz wykres a).
W Europie i niektórych gałęziach przemysłu w USA (np. handel biżuterią) jednostka miary jest często wyrażana w „mikronach”. Na przykład grubość krawędzi amerykańskiej monety dziesięciocentowej wynosi 1250 mikronów lub 1,25 milimetra.

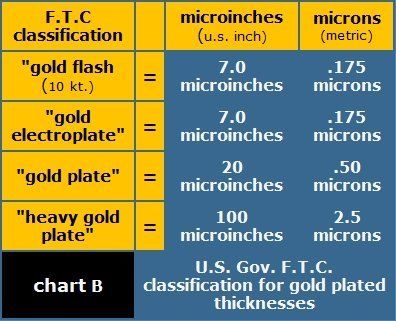
Grubości poszycia przedmiotów z metali szlachetnych i pokrewny handel są regulowane przez specjalne przepisy, którymi zarządza Federalna Komisja Handlu Stanów Zjednoczonych. Jeśli jesteś zainteresowany bardziej szczegółowymi informacjami, dodatkowe informacje można znaleźć w Kodeksie przepisów federalnych, tytuł 16, praktyki handlowe, część 23 stycznia 1999 r. Metale szlachetne podlegające regulacjom FTC obejmują złoto, srebro i grupę platynowców. Wymagania FTC dotyczące grubości poszycia są wyrażone zarówno w mikrocalach, jak i mikronach (patrz wykres b).
Dla jeszcze wyraźniejszego porównania wykres c przedstawia średnią grubość w mikrocalach i mikronach niektórych typowych przedmiotów, które większość z nas zna. Jak widać, większość galwanizowanych złotych wykończeń jest w porównaniu z nimi dość cienka.

Po porównaniu wykresu b i wykresu c, pierwszą rzeczą, o którą można by zapytać, jest to, w jaki sposób galwanizacja złota tak cienka, jak określono w przepisach FTC, może trwać bardzo długo? W przypadku zegarków słusznie zadałbyś to pytanie.
Należy jednak pamiętać, że w dekoracyjnym świecie złotego zegarka replikacja 5-7 mikronów jest dość ciężka! W połączeniu z dodatkiem „stopów” w celu utwardzenia złocenia, ta grubość galwanizacji jest więcej niż wystarczająca dla większości replikowanych zegarków.
Niektórzy galwanizatorzy mogą ci powiedzieć, że 10-20 mikronów to odpowiednia grubość dla autentycznej repliki zegarka „szwajcarskiej jakości”. Jeśli nakładasz warstwę czystego złota o czystości 99,9% bez stopu utwardzającego, ten punkt widzenia może być słuszny. W zależności od projektu koperty zegarka potrzebna byłaby ta grubsza warstwa drobnego złota, ponieważ miękkość platerowanego złota zaczęłaby ścierać powierzchnię zegarka w wyniku normalnego zużycia.
Jednak przy dzisiejszych formułach pozłacania dostępne są niezwykle twarde złote wykończenia o doskonałej odporności na zarysowania i ścieranie. W rezultacie, powyżej pewnego progu nie jest konieczne ani korzystne z punktu widzenia trwałości i ścieralności ponowne pokrywanie zegarków powyżej 7 mikronów.
Z technicznego punktu widzenia odpowiednia grubość warstwy pozłacanej pomaga również zminimalizować wpływ „porowatości” na strukturę powierzchni powtórnie platerowanego zegarka. W dalszej części artykułu omówimy bardziej szczegółowo porowatość i jej związek z przedwczesnym odbarwianiem powierzchni.
Po prostu nie jest do końca prawdą, że grubość poszycia w obszarach o dużym zużyciu zegarka decyduje o trwałości wykończenia powtórnie pokrywanego zegarka. Grubość jest ważna, ale równie ważna jest ogólna „średnia grubość” złocenia na całej powierzchni zegarka.
„Fizyka” procesu galwanizacji z samej swej natury ma tendencję do nierównomiernego osadzania się złota na dowolnym przedmiocie. Jest to szczególnie prawdziwe w przypadku skomplikowanych wgłębień i konturów w projekcie koperty zegarka. Wystające krawędzie i znacząca powierzchnia dekoracyjna (odsłonięte obszary wokół szkiełka zegarka i uszu) zostaną pokryte grubszą powłoką niż zagłębienia w kopercie zegarka.
Aby zapobiec rozprzestrzenianiu się utleniania powierzchni i przebarwień z niewidocznych drugorzędnych obszarów koperty zegarka, bardzo ważne jest, aby powtórnie platerowany zegarek miał odpowiednią grubość złota na każdej części jego powierzchni.
Pozłacana warstwa o grubości co najmniej 3-4 mikronów we wgłębionych, niewidocznych obszarach koperty zegarka jest dość skuteczna. Ten poziom grubości złota wyeliminuje początek korozji w zegarku. Dotyczy to zwłaszcza gwintowanych obszarów koperty wokół zdejmowanej tylnej pokrywy zegarka i występów mocujących pasek zegarka. Te części powierzchni zegarka są w stałym przypadkowym kontakcie z olejkami ze skóry, chemikaliami i perfumami.
czynnik 2 -
Twardość pozłacanej warstwy:
Nie wystarczy gruba warstwa pozłacana, jeśli łatwo się ją ściera w wyniku przypadkowego kontaktu z odzieżą, skórą i innymi powierzchniami. Jeśli pozłacanie jest miękkie, będzie łatwo ścierać się w krótkim czasie. Będzie to szczególnie widoczne wokół najwyższych punktów zegarka i głównych krawędzi w pobliżu uszu. Twardość powierzchni i wytrzymałość końcowej warstwy pozłacanej są niezwykle ważne, aby zegarek był odporny na zarysowania i przypadkowe ścieranie.
W przeciwieństwie do grubości złocenia, twardość pozłacania nie jest już regulowana ani określana przez FTC (stan na sierpień 1999). Producenci z branży zegarków mają wytyczne techniczne dotyczące zalecanej twardości, które są nadal stosowane w nowo produkowanych pozłacanych zegarkach.
Komercyjne zakłady galwaniczne, które pozłacają przedmioty, takie jak armatura wodno-kanalizacyjna, będą przestrzegać specyfikacji wojskowych dotyczących twardości wykończenia, w szczególności MIL-G-45204C. W tej specyfikacji twardość pozłacana jest określana jako „stopień” (patrz wykres e). W przypadku naszych zastosowań związanych z powtórnym powlekaniem będziemy polegać na tym aspekcie tej specyfikacji przy określaniu standardów dla różnych poziomów twardości dostępnych dla pozłacania zegarków.

Norma pomiaru twardości złocenia jest wyrażona jako „twardość knoopa”. Twardość Knoopa oblicza się, mierząc wgłębienie wytwarzane przez wydłużoną czworoboczną ostrosłupową końcówkę diamentową. Wciskany w galwanizowaną powierzchnię pod obciążeniem (zwykle mniejszym niż 1 kilogram) wgłębnik tworzy wrażenie z 4 stron. Liczby twardości podano w odniesieniu do określonych wartości obciążenia, które zastosowano w teście.
Wartość twardości Knoopa dla replikowanego złotego zegarka powinna wynosić co najmniej 110-130 (klasa b).
Ta wartość twardości zapewni zegarkom dobrą odporność na zarysowania i długotrwałą trwałość wykończenia. Można by wyznaczyć twardsze wykończenie, jednak problemem może być tendencja do kruchości złocenia. W niektórych przypadkach może to prowadzić do drobnych odprysków grubej warstwy pozłacanej, szczególnie na ostrych krawędziach i widocznych konturach zegarka.
czynnik 3 -
Przyczepność pozłacanej warstwy:
Jest to wkraczanie na terytorium, które jest trudniejsze do kontrolowania i w dużej mierze zależy od najlepszych praktyk, osądu i umiejętności galwanizatora. Celem włączenia tych informacji do naszej dyskusji jest podniesienie ogólnej świadomości czytelników.
Koperty zegarków (z wyjątkiem modeli z litego złota) są wykonane z mosiądzu lub
jakiś rodzaj stopu miedzi/brązu.
Niektóre koperty zegarków są niklowane. Mosiądz i jego stopy mają tendencję do bardzo szybkiego utleniania i matowienia pod wpływem normalnych warunków środowiskowych. Ochrona przed odbarwieniem to jeden z powodów, dla których koperta zegarka została pozłacana.
Zanieczyszczenia z tlenków powstających na mosiężnej kopercie zegarka mogą uniemożliwić dobrą przyczepność pozłacanej warstwy. Zanim mosiężny zegarek zostanie wymieniony, należy usunąć całe zużyte złocenie i utlenienie powierzchni. Powierzchnię mosiężną należy dokładnie wypolerować i wypolerować. Przed procesem galwanicznym powierzchnia musi być wolna od wszelkich tlenków i zanieczyszczeń. Im czystsza powierzchnia, tym lepsza przyczepność. Jedną z rzeczy często pomijanych na tym etapie jest tzw
mikroskopijnie osadzony
zanieczyszczenia w najbardziej zewnętrznych warstwach powierzchni zegarka. Zwykle ma to miejsce podczas końcowych etapów polerowania i czyszczenia tuż przed procesem powlekania.
Wszelkie zanieczyszczenia w postaci ścierniwa, pasty polerskiej, resztek mydła lub tlenków na mosiężnej kopercie zegarka mogą niekorzystnie wpłynąć na przyczepność powierzchni. Przestrzegając starannych procesów czyszczenia, galwanizator może przezwyciężyć większość problemów z przyczepnością, zanurzając kopertę zegarka w lekkim kwaśnym płukaniu, aby usunąć wszelkie warstwy tlenków i aktywować jej powierzchnię. Od tego momentu należy zachować szczególną ostrożność, aby uniknąć ponownego zanieczyszczenia szybko tworzącymi się tlenkami, odciskami palców lub olejami podczas obróbki przed końcowym procesem powlekania.
Brak dobrej adhezji jest jednym z czynników podczas ponownego powlekania, który często może prowadzić do porowatości powierzchni lub powstawania pęcherzy w pozłacanej warstwie.
czynnik 3 -
Przyczepność pozłacanej warstwy:
Jest to wkraczanie na terytorium, które jest trudniejsze do kontrolowania i w dużej mierze zależy od najlepszych praktyk, osądu i umiejętności galwanizatora. Celem włączenia tych informacji do naszej dyskusji jest podniesienie ogólnej świadomości czytelników.
Koperty zegarków (z wyjątkiem modeli z litego złota) są wykonane z mosiądzu lub
jakiś rodzaj stopu miedzi/brązu.
Niektóre koperty zegarków są niklowane. Mosiądz i jego stopy mają tendencję do bardzo szybkiego utleniania i matowienia pod wpływem normalnych warunków środowiskowych. Ochrona przed odbarwieniem to jeden z powodów, dla których koperta zegarka została pozłacana.
Zanieczyszczenia z tlenków powstających na mosiężnej kopercie zegarka mogą uniemożliwić dobrą przyczepność pozłacanej warstwy. Zanim mosiężny zegarek zostanie wymieniony, należy usunąć całe zużyte złocenie i utlenienie powierzchni. Powierzchnię mosiężną należy dokładnie wypolerować i wypolerować. Przed procesem galwanicznym powierzchnia musi być wolna od wszelkich tlenków i zanieczyszczeń. Im czystsza powierzchnia, tym lepsza przyczepność. Jedną z rzeczy często pomijanych na tym etapie jest tzw
mikroskopijnie osadzony
zanieczyszczenia w najbardziej zewnętrznych warstwach powierzchni zegarka. Zwykle ma to miejsce podczas końcowych etapów polerowania i czyszczenia tuż przed procesem powlekania.
Wszelkie zanieczyszczenia w postaci ścierniwa, pasty polerskiej, resztek mydła lub tlenków na mosiężnej kopercie zegarka mogą niekorzystnie wpłynąć na przyczepność powierzchni. Stosując się do ostrożnych procesów czyszczenia, galwanizator może przezwyciężyć większość problemów z przyczepnością, zanurzając kopertę zegarka w lekkim płukaniu kwasem, aby usunąć wszelkie warstwy tlenków i aktywować jej powierzchnię. Od tego momentu należy zachować szczególną ostrożność, aby uniknąć ponownego zanieczyszczenia szybko tworzącymi się tlenkami, odciskami palców lub olejami podczas obróbki przed końcowym procesem powlekania.
Brak dobrej adhezji jest jednym z czynników podczas ponownego powlekania, który często może prowadzić do porowatości powierzchni lub powstawania pęcherzy w pozłacanej warstwie.
czynnik 4 -
Podposzycie:
Underplating jest ściśle związany z
czynnik 3
w zakresie poprawy przyczepności powierzchniowej złocenia. Jak sama nazwa wskazuje, underplating to seria procesów platerowania, które służą do przygotowania zegarka do ostatecznego pozłacania. Podkład ma na celu poprawę odporności na matowienie powtórnie platerowanego złotego zegarka.
Po wypolerowaniu, wyczyszczeniu i wypłukaniu zegarka zostaje on pokryty galwanicznie warstwą jasnej miedzi. Galwanizowana miedź łatwo przylega do mosiężnej koperty zegarka i stanowi dobrą warstwę pośrednią, która pomaga zapobiegać porowatości i tworzeniu się tlenków. W przypadku mocno podziurawionych i wyżłobionych kopert zegarków na powierzchnię można nałożyć wystarczającą ilość warstw miedzi, aby wypełnić i wygładzić nierówności powierzchni. Po pokryciu miedzią zegarek jest przygotowywany do następnego kroku.
W zależności od producenta, wiele średnich i drogich zegarków vintage było również pokrywanych warstwą jasnego niklu przed ostatecznym pozłacaniem. Jasny nikiel ma wiele pożądanych właściwości, które pomagają poprawić połysk i trwałość powtórnie powlekanego zegarka. Najbardziej godną uwagi zaletą podkładu niklowego jest jego zdolność do zapobiegania przedostawaniu się korozji z mosiężnej koperty zegarka do warstwy pozłacanej. Jeśli w pozłacanej warstwie występuje jakakolwiek porowatość, warstwa niklu zapobiegnie korozji mosiężnej koperty zegarka przez wszelkie zanieczyszczenia powierzchniowe; co z czasem odbarwiłoby złoconą warstwę. Wreszcie warstwa niklowania może pomóc rozjaśnić i wygładzić wszelkie drobne nierówności powierzchni koperty zegarka.
czynnik 5 -
Porowatość:
Łatwo byłoby napisać cały rozdział na temat wielu ważnych zależności technicznych, które mogą prowadzić do porowatości (tj. porów poprzecznych, porowatości objętościowej) w pozłacanych wykończeniach.
Kiedy galwanizacja zaczyna tworzyć pierwszą warstwę złota na kopercie zegarka, złoto jest stopniowo konstruowane na poziomie molekularnym w warstwowej strukturze „typu kraty”. Im dłużej zegarek jest wystawiony na działanie kąpieli galwanicznej, tym grubsze i gęstsze będą warstwy złotej siatki.
Jeśli na powierzchni koperty zegarka znajdują się jakiekolwiek zanieczyszczenia lub nierówna chropowatość (tj. zadrapania) na wykończeniu, struktura sieci molekularnej złota może zostać przerwana, aw punkcie styku mogą powstać mikroskopijne „pory”, które mogą zacząć rosnąć. Jeśli ten i inne czynniki (np. kąpiele galwaniczne, zasilanie) w procesie galwanizacji nie będą ściśle kontrolowane, na całej złoconej warstwie pojawi się porowatość przypominająca warstwy mikroskopijnego sera szwajcarskiego.
Niestety porowatość może powodować powolną korozję mosiężnej koperty zegarka, ponieważ zanieczyszczenia powierzchniowe migrują przez maleńkie pory w warstwie złota. W końcu ta korozja przeniesie się z powrotem na powierzchnię pozłacanego wykończenia zegarka i spowoduje jego zmianę koloru. Jest to jeden z wielu powodów, dla których złote wykończenia replikowanych zegarków mają tak złą reputację, ponieważ nie trwają zbyt długo. Dlatego ważne jest, aby wszelkie porowatości były zminimalizowane lub całkowicie wyeliminowane podczas procesu galwanizacji złota.
Jest kilka sposobów, aby to osiągnąć. Po pierwsze, należy pamiętać, że wydaje się, że istnieje ważny związek między grubością złota a tworzeniem się porowatości. Mówiąc prosto, porowatość zmniejsza się, gdy warstwa złota staje się grubsza. Gdy warstwa złota jest budowana, nowe warstwy złota mostkują i „uszczelniają” wszelkie pory, które powstały podczas początkowych etapów procesu galwanizacji. Pozłacanie na wystarczającą grubość w połączeniu z odpowiednimi procesami galwanizacji może praktycznie wyeliminować wszelkie szanse na migrację zanieczyszczeń z powierzchni do mosiężnej koperty zegarka. Dlatego warto zastosować grubszą warstwę złocenia.
Ważne jest, aby proces powlekania wykorzystywał pewien rodzaj ochronnego procesu powlekania. Jak wspomniano wcześniej, jasny nikiel może być użyty jako podkład, aby zapobiec przedostawaniu się zanieczyszczeń do lub z mosiężnej koperty zegarka i ostatecznie odbarwieniu pozłacanej warstwy.
współczynnik 6 - Kolor i odcień
:
Dopasowanie oryginalnego koloru zegarka vintage jest ważne, aby zapewnić autentyczny i estetyczny wygląd, który najlepiej odwzorowuje oryginalne wykończenie fabryczne!
Wbrew powszechnemu przekonaniu kolor złocenia ma bardzo mały bezpośredni związek z klasą czystości użytego złota. Różne pozłacane kolory uzyskuje się przez dodanie niewielkich ilości metali stopowych w celu zmiany „koloru i odcienia” końcowego pozłacanego wykończenia.
Na przykład, jeśli twój zegarek miał oznaczenie „pozłacane 14-karatowym złotem”, kolor ten został prawdopodobnie uzyskany przez dodanie niewielkich ilości niklu, kobaltu lub palladu (lub ich kombinacji) w celu „wyblaknięcia” z charakterystyczny żółto-pomarańczowy kolor czystego 24-karatowego złota. Inne techniki, takie jak zmiana temperatury kąpieli galwanicznej, regulacja napięcia prądu stałego lub proste poruszanie kopertą zegarka w kąpieli galwanicznej, mogą pozwolić na jeszcze większą modyfikację koloru platerowanego złota. Pozłacana warstwa może nadal mieć 90 % czystego złota, ale jego kolor wyglądałby jak wykończenie z 14-karatowego złota (rzeczywiste 14-karatowe złoto ma 58% czystości w stosunku do 24-karatowego, które zawiera 99,99% złota). Dlatego powinieneś wiedzieć, że kiedy wybierzesz dla swojego zegarka wykończenie pozłacane 14-karatowym lub 18-karatowym złotem, ostateczny kolor wykończenia może nie mieć bezpośredniego związku z rzeczywistą czystością złota zdeponowanego na zegarku.
Na marginesie, z wyjątkiem prac galwanicznych na dużą skalę lub w dużych ilościach, rzeczywiste różnice w kosztach między przedmiotami pozłacanymi 14-karatowym i 24-karatowym złotem są nieznaczne. W rzeczywistości pozłacane żółtym 14-karatowym twardym złotem zegarków (5-7 mikronów) są trudniejsze do platerowania (tj. kruchość od wewnętrznych naprężeń), ale są znacznie trwalsze niż niestopowe, czyste, 24-karatowe pozłacane wykończenia.
Dzięki tej rodzinie 14-karatowych kolorów pozłacanych wykończeń dość łatwo jest powielić wiele kolorów „żółtego hamiltona” złota używanych w latach pięćdziesiątych i sześćdziesiątych na zegarkach ze średniej i wysokiej ceny. Ponadto mają wspaniały kolor, doskonałą odporność na zarysowania, wyglądają mniej jaskrawo lub sztucznie niż wykończenia pozłacane 22-karatowym lub 24-karatowym złotem. Jeśli szukasz bardziej egzotycznych kolorów dla swojego zegarka, dostępne są również wykończenia z zielonego złota, różowego złota, szarego złota i fioletowego złota. Te rodzaje pozłacanych wykończeń zostały stopione z innymi metalami, aby uzyskać ich kolor. Nadal wyglądają na złote, ale ich wykończenie ma „odcień” od stopu, który został dodany do kąpieli galwanicznej.
Uważaj, niektóre z szeroko reklamowanych „tajemnych formuł” o czystości 99,9% 24-karatowego złota, które są oferowane. Wydają się niebieskawo-żółte (stopy kobaltu) i są dalekie od pożądanego „ciepłego żółtego” koloru oryginalnego wykończenia zegarka. Nie oznacza to, że ich wykończenie nie jest trwałe lub źle wykonane, ale będą miały niepożądany kolor.
współczynnik 7 - Wykończenie powierzchni
:
Jednym z najważniejszych i najłatwiejszych do kontrolowania czynników podczas replikacji zegarków jest jakość i jasność wykończenia powierzchni koperty zegarka. Bez specjalnego podkładu proces galwanizacji nie maskuje istniejących wcześniej rys czy wżerów. Jeśli już, proces powlekania sprawi, że złe wykończenie powierzchni będzie wyglądać jeszcze gorzej.
Mając to na uwadze, ważne jest, aby poświęcić dodatkowy czas na fazę renowacji, aby usunąć głębokie rysy, wypełnić wszystkie wgłębienia na powierzchni i odbudować zużyte krawędzie projektu. Ta część procesu może faktycznie zająć więcej czasu niż galwanizacja, zwłaszcza jeśli zegarek jest starszy, a kontury koperty zegarka są mocno zużyte.
Czasami głębokie wżery i wyżłobienia powierzchniowe mogą być stopniowo wypełniane odpowiednim metalem podczas procesu podplatania. Innym razem konieczne jest stopienie specjalnego złotego lub srebrnego lutu bezpośrednio na gołej mosiężnej kopercie zegarka, aby wypełnić wszelkie głębokie niedoskonałości powierzchni. Może to być czasochłonne i wymagać od lakiernika dużych umiejętności. Wszystkie widoczne krawędzie projektu muszą zostać przedefiniowane i wypolerowane. Ponadto wszystkie drobne odpryski lub wyżłobienia wokół występów, które trzymają pasek zegarka, należy ostrożnie usunąć.
Głębokie rysy i niedoskonałości powierzchni lepiej wypełnić niż próbować usunąć je szlifowaniem ściernym. Zbyt dużo szlifowania może zniszczyć kopertę zegarka, czyniąc ją zbyt cienką. Jest to szczególnie ważne w przypadku obszarów koperty zegarka, które określają jej dekoracyjne piękno lub przyczyniają się do integralności strukturalnej (np. występy, luneta wokół szkiełka zegarka).
Po usunięciu głównych niedoskonałości powierzchni konieczne jest ostateczne polerowanie koperty zegarka w celu usunięcia wszystkich innych drobnych rys. W tym momencie wszystkie satynowe wykończenia powinny mieć jednolity wygląd, a wszystkie błyszczące powierzchnie powinny być lustrzanie jasne i wolne od wszelkich nierówności powierzchni. Wreszcie zegarek jest gotowy do ponownego platerowania.
Może się to wydawać niezwykłym wysiłkiem i tak jest. Proces ten można opisać dokładniej jako „renowację zegarków”, a nie tylko ponowne polerowanie i ponowne powlekanie zegarków. W niektórych przypadkach, jeśli zostaną wykonane prawidłowo, te ważne kroki mogą znacznie zwiększyć wartość pieniężną i wewnętrzną Twojego zabytkowego zegarka.
Z technicznego punktu widzenia, w oparciu o 7 czynników zawartych w tym artykule, możemy teraz podsumować idealną specyfikację zegarka do zastąpienia zegarka złotem:
A. Usunięcie wszystkich starych powłok, rys i niedoskonałości powierzchni, w tym wszystkich wżerów.
B. Renowacja i polerowanie całej powierzchni zegarka.
C. Podmalowany warstwą jasnej miedzi.
D. Podmalowany warstwą jasnego niklu.
mi. Pozłacana grubość 5-7 mikronów na powierzchni pierwotnej, 3-4 mikrony złota we wszystkich zagłębieniach w kopercie zegarka.
F. Twardość złota od 110 do 130 guzków (w oparciu o specyfikację MIL-G-45204C klasa b).
G. Kolor złocenia zgodny z oryginalnymi specyfikacjami producenta.
Należy pamiętać, że ze względu na różne projekty kopert zegarków, kontury powierzchni, stan koperty i inne czynniki, każdy zegarek wymagający pozłacania ma swoje własne, unikalne wymagania dotyczące renowacji i ponownego pokrywania. Ostateczny wyznacznik ceny za każde zlecenie wymiany zegarka będzie oparty na poziomie renowacji, który zdecydujesz się wykonać.
Porozmawiajmy o cenach replikowanego zegarka. Jeden z martwych upominków gorszej jakości repliki można wykryć w początkowym oszacowaniu ceny. Jeśli otrzymasz wycenę na 150 dolarów lub mniej za wymianę zegarka, możesz założyć, że cena nie obejmuje usunięcia części mechanicznych z obudowy zegarka. Nie obejmuje również starannego wykończenia i renowacji powierzchni, które będą wymagane przed ponownym pokryciem. W niektórych przypadkach może nie obejmować nawet podstawowego polerowania! Upewnij się, że zadajesz wystarczająco dużo pytań, aby upewnić się, że wiesz, co otrzymujesz za swoje pieniądze.
Niektórzy sprzedawcy zegarków powiedzą ci, że spełniają wszystkie rządowe standardy dotyczące ciężkiego pozłacania (2,5 mikrona), w tym wojskowe standardy dotyczące pozłacania; i pewnie tak robią. Ale w oparciu o 7 czynników omówionych wcześniej, nie jest to wystarczające dla typu replikacji zegarka, który gwarantuje długotrwałe wykończenie.
Standardowy koniec tego przedziału cenowego opiera się na zegarku w miarę dobrym stanie, bez głębokich rys na powierzchni lub uszkodzonych uszu. Cena ta obejmowałaby najwyższej jakości operację ponownego polerowania i ponownego pokrycia złotem o grubości 5-7 mikronów.
Jeśli koperta i/lub pasek są w bardzo złym stanie z głębokimi niedoskonałościami lub uszkodzeniami, wymagane jest wypełnienie i/lub wymiana, może obowiązywać dodatkowa opłata. Skontaktujemy się z Tobą przed kontynuowaniem, jeśli ma to zastosowanie.
Końcowe przemyślenia i poglądy
Więc masz to, wszystko, co musisz wiedzieć o podstawowym replikowaniu zegarków. Te informacje powinny być więcej niż wystarczające, aby pomóc Ci zrozumieć znaczenie wykwalifikowanego zasobu w renowacji i ponownym platerowaniu Twojego zegarka.
Aby uzyskać dodatkowe informacje dotyczące galwanizacji i renowacji metali, odwiedź naszą stronę
Często zadawane pytania sekcja znajdująca się na tej stronie. Jeśli możemy Ci pomóc w Twoich niestandardowych potrzebach w zakresie powlekania i renowacji metali, skontaktuj się z nami pod poniższym adresem e-mail lub zadzwoń do nas, aby omówić konkretne usługi, których możesz potrzebować.
Wszystkie artykuły objęte prawami autorskimi The Time Preserve. Powielanie tego artykułu w jakiejkolwiek formie bez wyraźnej zgody jest zabronione. Wszelkie prawa zastrzeżone. Dziękuję!