
















Watch Plating 101 Primer
Uno de los problemas más frustrantes para el propietario de un reloj vintage o reliquia que necesita volver a enchapar es clasificar todos los términos técnicos desconocidos que se utilizan para describir el grosor del enchapado, los estándares de calidad y las mejores prácticas.
Navegar a través de todos estos datos puede ser muy frustrante incluso para el consumidor más informado. Esta frustración es comprensible. El proceso de galvanoplastia es complicado. Explicarlo en términos básicos sin simplificar demasiado también es difícil. En algunos casos, las explicaciones bien intencionadas ofrecidas al público han dado lugar a una gran cantidad de información errónea, divertidos mitos urbanos y sesgos técnicos innecesarios dentro del comercio de joyería y el campo de la reparación de relojes.
A veces, el momento en que el preciado reloj necesita volver a enchaparse terminará de nuevo en el joyero o en el cajón de la cómoda. Para aquellos que disfrutan de la belleza y el placer de llevar un reloj antiguo distintivo, esto es una pena.
Entonces, en lugar de simplemente guardar ese reloj nuevamente, veamos algunos de los términos técnicos clave y los conceptos básicos que lo ayudarán a saber cómo funciona el reemplazo de relojes.
Nuestro objetivo aquí es explicar todos los detalles importantes sin comprometer la corrección técnica. Al final de este artículo, también puede consultar la pregunta frecuente
sección sobre el cambio de placas de relojes. Esa sección lo ayudará a poner la información técnica de este artículo en un contexto del "mundo real".
Antes de entrar en los problemas técnicos, aquí hay un poco de información sobre los servicios de galvanoplastia en general. Primero, solo debe confiar en un galvanizador calificado que tenga un nivel adecuado de experiencia (al menos 20 años).
A diferencia de cualquier otro objeto de joyería, el rechapado de la caja del reloj y la correa es altamente especializado y es uno de los elementos decorativos más difíciles de rechapar correctamente. Con raras excepciones, la mayoría de los joyeros, talleres de reparación de joyas y electrochapados aficionados no están debidamente equipados para volver a enchapar un reloj según los rigurosos estándares que cumplen o superan las especificaciones originales del fabricante. Desde el punto de vista de la durabilidad y el desgaste, los relojes de alta calidad se basan en una capa de oro más pesada que la mayoría de las joyas galvanizadas. Ese tipo de galvanoplastia de oro pesado requiere un conocimiento excepcional de los principios electroquímicos, un equipo de galvanoplastia especializado, un estricto cumplimiento de los procesos técnicos adecuados y un cuidadoso control de calidad durante cada paso del proceso de galvanoplastia.
Como resultado, uno de los mayores desafíos será encontrar un recurso de galvanoplastia calificado. Si bien hay muchos talleres de galvanoplastia en los EE. UU., sus operaciones están orientadas a enchapar objetos en una escala de producción en masa, o se enfocan solo en aplicaciones de galvanoplastia basadas en la industria especializada. Consideran que el cambio de placas de relojes personalizados está fuera del alcance y la escala de sus operaciones.
Hay una serie de operaciones de enchapado minorista personalizadas. Algunos de ellos están calificados y tienen conocimientos sobre el cambio de placas de joyería. Sin embargo, eso no significa que estén interesados o que tengan experiencia específica en los métodos únicos que se necesitan para restaurar y volver a enchapar un reloj.
Primero, un poco de información sobre el proceso de galvanoplastia y sus conceptos básicos. La galvanoplastia se puede definir como el depósito de una capa muy delgada de metal "electrolíticamente" en un metal base para mejorar o cambiar su apariencia. Los átomos se unen entre sí de la misma manera que se unen en una pieza sólida de metal.
La galvanoplastia se realiza en una solución líquida llamada electrolito (fig.a), también conocida como "baño de galvanoplastia". El baño de recubrimiento es un baño químico especialmente diseñado que tiene el metal deseado (es decir, plata, oro) disuelto como átomos microscópicos (iones con carga positiva) suspendidos en una solución. La solución del baño de galvanoplastia sirve como medio conductor y utiliza un voltaje de CC bajo (corriente continua). El objeto que se va a metalizar se sumerge en el baño de metalizado y se aplica al baño una corriente continua de bajo voltaje. Generalmente ubicado en el centro del baño de metalizado, el objeto que se va a metalizar actúa como un cátodo con carga negativa (fig. b). Los ánodos cargados positivamente (fig. c) que completarán el circuito de CC se colocan con cuidado en los bordes del tanque de galvanoplastia. Se utiliza una fuente de energía conocida como rectificador (fig. d.) para convertir la energía de CA en una corriente de CC de bajo voltaje cuidadosamente regulada.

El circuito resultante canaliza los electrones en un camino desde el rectificador hasta el cátodo (objeto que se enchapa), a través del baño de enchapado hasta el ánodo (cargado positivamente) y de regreso al rectificador. Dado que la corriente eléctrica fluye de positivo a negativo, los iones cargados positivamente en los ánodos fluyen a través del electrolito metálico del baño de revestimiento hacia el cátodo cargado negativamente. Este movimiento hace que los iones metálicos del baño migren hacia los electrones adicionales ubicados en la capa exterior de la superficie del cátodo. Por medio de la electrólisis, los iones metálicos se eliminan de la solución y se depositan como una capa delgada sobre la superficie del objeto.
Este proceso se llama electrodeposición. Teóricamente, el espesor de la capa galvanizada depositada sobre el objeto está determinado por el tiempo de recubrimiento y la cantidad de iones metálicos disponibles en el baño en relación con la densidad de corriente. Cuanto más tiempo permanezca el objeto en el baño de galvanoplastia activado por CC, más gruesa se volverá la capa electrochapada.
Tenga en cuenta que esta breve explicación del proceso de galvanoplastia es muy básica. Los procesos reales y el equipo especializado relacionado con el cambio de placas de relojes son considerablemente más complejos. Hay una gran cantidad de parámetros técnicos, cada uno con amplias variaciones que deben controlarse y monitorearse correctamente para que el proceso de galvanoplastia funcione correctamente.
Ahora que tenemos una introducción básica al proceso de galvanoplastia, examinemos los aspectos clave que contribuyen a que el reloj se recubra con éxito. Hay 7 factores básicos que afectarán la belleza general, el brillo y la durabilidad a largo plazo de su reloj rechapado. En realidad, hay mucho más que siete, pero tienen más que ver con los pasos del procedimiento durante el proceso de galvanoplastia y están fuera del alcance de este artículo.
Los siete factores son
:
1.
Espesor
de la capa chapada en oro en lo que se refiere a la durabilidad, la decoloración y el espesor promedio general del oro en las áreas empotradas de la caja del reloj.
2.
Dureza
de la capa chapada en oro en relación con el rayado, la abrasión incidental y la resistencia al astillado.
3.
Adhesión
de la capa chapada en oro a la superficie de la caja del reloj.
4.
bajochapado
de la capa chapada en oro con cobre y níquel para mejorar la resistencia al deslustre.
5.
Porosidad
y su eliminación dentro de la capa chapada en oro en relación con la resistencia a la oxidación y difusión.
6.
color y tinte
del acabado chapado en oro en relación con la estética y las especificaciones originales del fabricante.
7.
Acabado de la superficie
en lo que respecta a la limpieza y el repulido antes del proceso final de galvanoplastia
Analicemos cada factor y destaquemos los puntos más importantes para comprender cómo contribuyen al éxito del cambio de placas de relojes.
factor 1 -
espesor de oro:
Para que el acabado y el brillo de un reloj rechapado dure al menos 7-10 años o más de uso diario regular, necesitará un espesor respetable de oro revestido. Desde el punto de vista de la resistencia a la corrosión, será igual de importante que las áreas empotradas que no se ven (es decir, áreas roscadas, orejetas, bordes de cristal) de la caja del reloj también tengan un espesor adecuado de chapado en oro. Antes de entrar en ese nivel de detalle, tomemos un momento y aprendamos cómo se mide el espesor del baño de oro en la industria de la joyería.
Como punto de partida, será necesario definir la "unidad de medida" que describe los espesores de las capas de oro. La unidad de medida más común en los EE. UU. es la "micropulgada". En términos sencillos, una micropulgada es en realidad lo mismo que una millonésima de pulgada (ver gráfico a).
Para Europa y algunas industrias de EE. UU. (p. ej., el comercio de joyas), la unidad de medida suele expresarse en "micras". Como ejemplo, el grosor del borde de una moneda de diez centavos de EE. UU. es de 1250 micras o 1,25 milímetros.

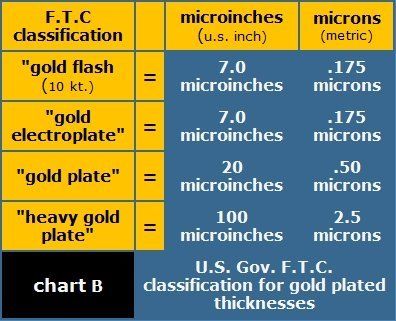
Los espesores de chapado para objetos de metales preciosos y el comercio relacionado están regulados por reglas específicas administradas por la Comisión Federal de Comercio de EE. UU. Si está interesado en más detalles, puede encontrar información adicional en el Código de Regulaciones Federales, Título 16, Prácticas Comerciales Parte 23 de enero de 1999. Los metales preciosos bajo las regulaciones de la FTC incluyen el oro, la plata y el grupo de metales del platino. Los requisitos de la FTC para el espesor del revestimiento se expresan tanto en micropulgadas como en micrones (consulte la tabla b).
Para una comparación aún más clara, el gráfico c describe el grosor promedio en micropulgadas y micras de algunos objetos comunes con los que la mayoría de nosotros estamos familiarizados. Como puede ver, la mayoría de los acabados de oro galvanizado son bastante delgados en comparación.

Después de comparar el gráfico by el gráfico c, lo primero que uno se preguntaría es, ¿cómo puede una galvanoplastia de oro tan delgada como la designada por las regulaciones de la FTC durar tanto tiempo? Para los relojes, tendría razón en hacer esa pregunta.
Sin embargo, tenga en cuenta que en el mundo decorativo de los relojes de oro, ¡el rechapado de 5-7 micras es bastante pesado! Combinado con la adición de "aleaciones" para endurecer el baño de oro, este grosor de galvanoplastia es más que adecuado para la mayoría de los relojes rechapados.
Algunos electrochapadores pueden decirle que 10-20 micras es el grosor correcto para una auténtica placa de reloj de "calidad suiza". Si está recubriendo con una capa de oro puro fino al 99,9 % sin aleación de endurecimiento, ese punto de vista podría ser correcto. Según el diseño de la caja del reloj, necesitaría esta capa más gruesa de oro fino porque la suavidad del oro chapado comenzaría a desprenderse de la superficie del reloj debido al uso normal.
Sin embargo, con las fórmulas de enchapado en oro de hoy en día, se encuentran disponibles acabados de oro extremadamente duros con excelente resistencia al rayado y la abrasión. Como resultado, más allá de cierto umbral, no es necesario ni ventajoso desde el punto de vista de la durabilidad y el "desgaste" volver a platear los relojes por encima de las 7 micras.
Desde una perspectiva técnica, el grosor adecuado de la capa chapada en oro también ayuda a minimizar el impacto de la "porosidad" dentro de la estructura de la superficie del reloj rechapado. Hablaremos con más detalle sobre la porosidad y su relación con la decoloración prematura de la superficie más adelante en el artículo.
Simplemente no es del todo cierto que el grosor del chapado en las áreas de mayor desgaste del reloj determina la durabilidad del acabado del reloj rechapado. El grosor es importante, pero el "grosor promedio" general del baño de oro en toda el área de la superficie del reloj es igual de importante.
La "física" del proceso de galvanoplastia, por su propia naturaleza, tiende a depositar el oro sobre cualquier objeto de manera desigual. Esto es especialmente cierto para las intrincadas áreas empotradas y los contornos dentro del diseño de la caja del reloj. Los bordes prominentes y la superficie decorativa significativa (las áreas expuestas alrededor del cristal del reloj y las asas) recibirán un revestimiento más grueso que las áreas empotradas dentro de la caja del reloj.
Para evitar que la oxidación de la superficie y la decoloración se propaguen desde las áreas secundarias invisibles de la caja del reloj, es muy importante que un reloj rechapado tenga un espesor de oro adecuado en cada parte de su superficie.
Una capa chapada en oro con al menos 3-4 micras en las áreas ocultas empotradas de la caja del reloj es bastante efectiva. Este nivel de espesor de oro evitará que la corrosión comience dentro del reloj. Esto es especialmente cierto en el caso de las áreas roscadas de la caja alrededor de la cubierta trasera extraíble del reloj y las lengüetas que aseguran la correa del reloj. Esas partes de la superficie del reloj están en constante contacto incidental con los aceites de la piel, productos químicos y perfumes.
factor 2 -
Dureza de la capa chapada en oro:
No es suficiente tener una capa gruesa de baño de oro si se quita fácilmente con el contacto casual con la ropa, la piel y otras superficies. Si el baño de oro es blando, se desgastará fácilmente en un corto período de tiempo. Esto se notará especialmente alrededor de los puntos altos del reloj y los bordes primarios cerca de las asas. La dureza de la superficie y la tenacidad de la capa final chapada en oro son extremadamente importantes para que el reloj sea resistente a los arañazos y la abrasión incidental.
A diferencia del espesor del baño de oro, la dureza del baño de oro ya no está regulada ni especificada por la FTC (a partir de agosto de 1999). Los fabricantes dentro de la industria relojera tienen pautas técnicas para la dureza recomendada que todavía se utilizan en los relojes chapados en oro recién fabricados.
Los talleres comerciales de galvanoplastia que enchapan en oro objetos, como accesorios de plomería, respetarán las especificaciones militares para la dureza del acabado, específicamente MIL-G-45204C. En esa especificación, la dureza para el enchapado en oro se denomina "grado" (consulte la tabla e). Para nuestras aplicaciones de rechapado, nos basaremos en este aspecto de esta especificación para determinar los estándares para los diferentes niveles de dureza disponibles para el chapado en oro de los relojes.

El estándar para medir la dureza del baño de oro se expresa como "dureza de nudo". La dureza Knoop se calcula midiendo la muesca producida por una punta de diamante en forma de pirámide alargada de cuatro lados. Presionado en una superficie galvanizada bajo cargas (generalmente menos de 1 kilogramo de fuerza), el indentador crea una impresión de 4 lados. Los números de dureza se citan en relación con los valores de carga específicos que se usaron en la prueba.
El valor de dureza de un nudo para un reloj de oro rechapado debe tener una clasificación de al menos 110-130 (grado b).
Este valor de dureza proporcionará una buena resistencia a los arañazos y una durabilidad de acabado a largo plazo para los relojes. Puede designar un acabado más duro, sin embargo, la tendencia a la fragilización del baño de oro puede convertirse en un problema. En algunos casos, esto podría dar lugar a un descascarillado menor de la pesada capa chapada en oro, especialmente en los bordes afilados y los contornos de diseño prominentes del reloj.
factor 3 -
Adhesión de la capa chapada en oro:
Esto es entrar en un territorio que es más difícil de controlar y depende en gran medida de las mejores prácticas, el juicio y la habilidad del electrochapador. El propósito de incluir esta información en nuestra discusión es aumentar la conciencia general de los lectores.
Las cajas de los relojes (excepto las de oro macizo) están hechas de latón o
algún tipo de aleación de cobre/bronce.
Algunas cajas de relojes son de níquel. El latón y sus aleaciones tienen tendencia a oxidarse y deslustrarse muy rápidamente cuando se exponen a condiciones ambientales normales. Protegerlo de la decoloración es una de las razones por las que la caja del reloj fue chapada en oro en primer lugar.
Los contaminantes de los óxidos formados en la caja del reloj de latón pueden impedir una buena adhesión de la capa dorada. Antes de volver a enchapar un reloj de latón, se debe quitar todo el enchapado en oro desgastado y la oxidación de la superficie. La superficie de latón debe restaurarse y pulirse cuidadosamente. Antes del proceso de recubrimiento, la superficie debe estar libre de óxidos o contaminantes. Cuanto más limpia esté la superficie, mejor será la adherencia. Una de las cosas que a menudo se pasa por alto durante esta fase es la
incrustado microscópicamente
contaminantes en las capas superficiales más externas del reloj. Esto normalmente ocurre durante los pasos finales de pulido y limpieza justo antes del proceso de enchapado.
Cualquier contaminante en forma de arena abrasiva, compuesto para pulir, residuos de jabón u óxidos en la caja de latón del reloj puede afectar negativamente la adhesión de la superficie. Al adherirse a procesos de limpieza cuidadosos, el electrochapado puede superar la mayoría de los problemas de adhesión al sumergir la caja del reloj en un enjuague ácido ligero para eliminar cualquier película de óxido y activar su área de superficie. A partir de este punto, se debe tener mucho cuidado para evitar cualquier recontaminación por óxidos, huellas dactilares o aceites de formación rápida durante la manipulación antes del proceso de revestimiento final.
La falta de una buena adhesión es un factor en el rechapado que a menudo puede conducir a la porosidad de la superficie o la formación de ampollas en la capa chapada en oro.
factor 3 -
Adhesión de la capa chapada en oro:
Esto es entrar en un territorio que es más difícil de controlar y depende en gran medida de las mejores prácticas, el juicio y la habilidad del electrochapador. El propósito de incluir esta información en nuestra discusión es aumentar la conciencia general de los lectores.
Las cajas de los relojes (excepto las de oro macizo) están hechas de latón o
algún tipo de aleación de cobre/bronce.
Algunas cajas de relojes son de níquel. El latón y sus aleaciones tienen tendencia a oxidarse y deslustrarse muy rápidamente cuando se exponen a condiciones ambientales normales. Protegerlo de la decoloración es una de las razones por las que la caja del reloj fue chapada en oro en primer lugar.
Los contaminantes de los óxidos formados en la caja del reloj de latón pueden impedir una buena adhesión de la capa dorada. Antes de volver a enchapar un reloj de latón, se debe quitar todo el enchapado en oro desgastado y la oxidación de la superficie. La superficie de latón debe restaurarse y pulirse cuidadosamente. Antes del proceso de recubrimiento, la superficie debe estar libre de óxidos o contaminantes. Cuanto más limpia esté la superficie, mejor será la adherencia. Una de las cosas que a menudo se pasa por alto durante esta fase es la
incrustado microscópicamente
contaminantes en las capas superficiales más externas del reloj. Esto normalmente ocurre durante los pasos finales de pulido y limpieza justo antes del proceso de enchapado.
Cualquier contaminante en forma de arena abrasiva, compuesto para pulir, residuos de jabón u óxidos en la caja de latón del reloj puede afectar negativamente la adhesión de la superficie. Al adherirse a procesos de limpieza cuidadosos, el electrochapado puede superar la mayoría de los problemas de adhesión al sumergir la caja del reloj en un enjuague ácido ligero para eliminar cualquier película de óxido y activar su área de superficie. A partir de este punto, se debe tener mucho cuidado para evitar cualquier recontaminación por óxidos, huellas dactilares o aceites de formación rápida durante la manipulación antes del proceso de revestimiento final.
La falta de una buena adhesión es un factor en el rechapado que a menudo puede conducir a la porosidad de la superficie o la formación de ampollas en la capa chapada en oro.
factor 4 -
Enchapado:
La subcapa está estrechamente relacionada con
factor 3
con respecto a la mejora de la adherencia superficial del chapado en oro. Como su nombre lo indica, el enchapado es una serie de procesos de enchapado que se utilizan para preparar un reloj para su enchapado final en oro. La intención de recubrir es mejorar la resistencia al deslustre de su reloj de oro rechapado.
Después de volver a pulir, limpiar y enjuagar el reloj, se galvaniza con una capa de cobre brillante. El cobre galvanizado se adhiere fácilmente a la caja del reloj de latón y proporciona una buena capa intermedia para ayudar a prevenir la porosidad y la formación de óxidos. En el caso de cajas de relojes muy picadas y perforadas, se pueden enchapar suficientes capas de cobre en la superficie para rellenar y suavizar las irregularidades de la superficie. Una vez que el cobre se platea en el reloj, se prepara para el siguiente paso.
Según el fabricante, muchos relojes antiguos de precio medio y alto también se bañaron con una capa de níquel brillante antes del baño de oro final. El níquel brillante tiene muchas características deseables que ayudan a mejorar el brillo y la durabilidad de su reloj rechapado. La ventaja más notable de la base de níquel es su capacidad para evitar que la corrosión de la caja del reloj de latón llegue a la capa chapada en oro. Si hay alguna porosidad en la capa dorada, la capa de níquel evitará que los contaminantes de la superficie corroan la caja del reloj de latón; que con el tiempo decoloraría la capa dorada. Finalmente, una capa de niquelado puede ayudar a iluminar y suavizar cualquier irregularidad menor en la superficie de la caja del reloj.
factor 5 -
Porosidad:
Sería fácil escribir un capítulo completo sobre las muchas relaciones técnicas importantes que pueden conducir a la porosidad (es decir, poros transversales, porosidad en masa) en los acabados chapados en oro.
Cuando la galvanoplastia comienza a formar la primera capa de oro sobre la caja del reloj, el oro se construye gradualmente a nivel molecular en una estructura de capas "tipo celosía". Cuanto más tiempo se exponga el reloj al baño de recubrimiento, más gruesas y densas serán las capas de la red de oro.
Si hay alguna contaminación en la superficie de la caja del reloj o aspereza desigual (es decir, rayones) en el acabado, la estructura reticular molecular del oro se puede interrumpir y se puede formar un "poro" microscópico que comienza a crecer en el punto de contacto. Si este y otros factores (es decir, baños de galvanoplastia, fuente de alimentación) en el proceso de galvanoplastia no se controlan estrictamente, se producirá una porosidad que se asemeja a capas de queso suizo microscópico en toda la capa dorada.
Desafortunadamente, la porosidad puede permitir que la caja del reloj de latón se corroa lentamente a medida que los contaminantes de la superficie migran a través de los diminutos poros de la capa de oro. Eventualmente, esta corrosión regresará a la superficie del acabado chapado en oro del reloj y hará que cambie de color. Esta es una de las muchas razones por las que los acabados dorados de los relojes rechapados tienen tan mala reputación por no durar mucho. Por lo tanto, es vital que toda la porosidad se minimice o elimine por completo durante el proceso de galvanoplastia de oro.
Hay algunas maneras de lograr esto. Primero, debe tener en cuenta que parece haber una relación importante entre el espesor del oro y la formación de porosidad. En pocas palabras, la porosidad disminuye a medida que la capa de oro se vuelve más gruesa. A medida que se acumula la capa de oro, nuevas capas de oro se unen y "sellan" los poros que se formaron durante las etapas iniciales del proceso de galvanoplastia. El enchapado en oro en espesores suficientes combinado con procesos de galvanoplastia adecuados puede eliminar prácticamente cualquier posibilidad de que los contaminantes de la superficie migren a la caja del reloj de latón. Esta es la razón por la que se debe utilizar una capa más gruesa de chapado en oro.
Es importante que el proceso de enchapado utilice algún tipo de proceso de enchapado protector. Como se mencionó anteriormente, el níquel brillante se puede utilizar como base para evitar que los contaminantes viajen hacia o desde la caja del reloj de latón y eventualmente decoloren la capa dorada.
factor 6 - Color y matiz
:
¡Es importante hacer coincidir el color original de su reloj vintage para asegurar una apariencia auténtica y estéticamente agradable que reproduzca mejor su acabado original de fábrica!
Contrariamente a la creencia popular, el color del baño de oro tiene muy poca relación directa con el índice de pureza del oro que se utiliza. Se logran diferentes colores chapados en oro agregando pequeñas cantidades de metales de aleación para cambiar el "color y tinte" del acabado chapado en oro final.
Por ejemplo, si su reloj tenía una designación de "chapado en oro de 14 quilates", ese color probablemente se logró agregando pequeñas cantidades de níquel, cobalto o paladio (o combinaciones de todos ellos) para "palirlo" desde el distintivo color amarillo anaranjado del oro puro de 24 quilates. Otras técnicas, como cambiar la temperatura del baño de recubrimiento, ajustar el voltaje de CC o simplemente agitar la caja del reloj en el baño de recubrimiento, pueden permitir que el color del baño de oro se modifique aún más. % de oro puro, pero su color se vería como si tuviera un acabado de oro de 14 quilates (el oro real de 14 quilates es 58 % puro en relación con el de 24 quilates, que es 99,99 % de oro). Por lo tanto, debe saber que cuando designa un acabado chapado en oro de 14kt o 18kt para su reloj, es posible que el color del acabado final no tenga una relación directa con la pureza real del oro depositado en el reloj.
Como recuadro, con la excepción de los trabajos de enchapado a gran escala o de gran volumen, las diferencias de costos reales entre los artículos chapados en oro de color de 14 quilates y los artículos chapados en oro de color de 24 quilates son insignificantes. En realidad, los chapados en oro duro amarillo de 14 quilates para relojes (5-7 micras) son más difíciles de chapar (es decir, se debilitan por la tensión interna), pero son mucho más duraderos que los acabados chapados en oro puro de 24 quilates sin alear.
Con esta familia de acabados chapados en oro de color de 14 quilates, es bastante fácil duplicar muchos de los colores de oro "amarillo hamilton" utilizados en los años cincuenta y sesenta en relojes de precio medio a alto. Además, tienen un gran color, excelente resistencia a los arañazos, se ven menos llamativos o falsos que los acabados chapados en oro de 22 quilates o 24 quilates. Si busca colores más exóticos para su reloj, también hay disponibles acabados chapados en oro verde, oro rosa, oro gris y oro púrpura. Este tipo de acabados chapados en oro han sido aleados con otros metales para conseguir su color. Todavía parecen dorados, pero tienen un "tinte" en su acabado debido a la aleación que se agregó al baño de recubrimiento.
Tenga cuidado con algunos de los acabados chapados en oro de 24 quilates con una pureza del 99,9 % de la "fórmula secreta" que se ofrecen. Aparecen de color amarillo azulado (aleación de cobalto) y están lejos del deseable color "amarillo cálido" del acabado original del reloj. Eso no quiere decir que su acabado no sea duradero o bien ejecutado, sino que tendrán un color poco deseable.
factor 7 - Acabado superficial
:
Uno de los factores más importantes y fáciles de controlar en el rechapado de un reloj es la calidad y el brillo del acabado de la superficie de la caja del reloj. Sin una base especial, el proceso de galvanoplastia no oculta los rayones ni las picaduras preexistentes. En todo caso, el proceso de enchapado hará que un mal acabado superficial se vea aún peor.
Con esto en mente, es importante dedicar más tiempo a la fase de restauración para eliminar rayones profundos, rellenar todas las picaduras de la superficie y reconstruir los bordes desgastados del diseño. Esta parte del proceso puede tomar más tiempo que la galvanoplastia, especialmente si el reloj es más antiguo y los contornos de la caja del reloj están muy desgastados.
A veces, los hoyos profundos y las estrías en la superficie se pueden rellenar gradualmente con un metal adecuado durante el proceso de recubrimiento. Otras veces es necesario fundir una soldadura especial de oro o plata directamente sobre la caja del reloj de latón desnudo para rellenar las imperfecciones profundas de la superficie. Esto puede llevar mucho tiempo y requiere mucha habilidad por parte del pintor. Todos los bordes de diseño prominentes deben redefinirse y pulirse. Además, todas las astillas o muescas menores alrededor de las lengüetas que sostienen la correa del reloj deben eliminarse con cuidado.
Es mejor rellenar arañazos profundos e imperfecciones superficiales que intentar eliminarlos con un lijado abrasivo. Demasiado lijado puede arruinar la caja del reloj haciéndola demasiado delgada. Esto es especialmente crítico para las áreas de "contorno de diseño" de la caja del reloj que definen su belleza decorativa o contribuyen a su integridad estructural (es decir, asas, bisel alrededor del cristal del reloj).
Después de eliminar las principales imperfecciones de la superficie, es necesario un pulido final de la caja del reloj para eliminar todos los demás rasguños finos. En este punto, todos los acabados satinados deben tener una apariencia uniforme y todas las superficies brillantes deben tener un brillo de espejo y no deben tener ninguna irregularidad en la superficie. Finalmente, el reloj ahora está listo para ser rechapado.
Esto puede parecer un esfuerzo extraordinario y lo es. Se podría describir este proceso con mayor precisión como "restauración del reloj" en lugar de simplemente volver a pulir y volver a enchapar el reloj. En algunos casos, si se realizan correctamente, estos pasos importantes pueden aumentar considerablemente el valor monetario e intrínseco de su reloj antiguo.
Desde un punto de vista técnico, basándonos en los 7 factores incluidos en este artículo, ahora podemos resumir las especificaciones de reloj perfectas para volver a recubrir un reloj con oro:
a. Eliminación de todo el revestimiento antiguo, rayones e imperfecciones de la superficie, incluidas todas las picaduras.
b. Restaurar y volver a pulir toda la superficie del reloj.
C. Underplate con una capa de cobre brillante.
d. Underplate con una capa de níquel brillante.
mi. Espesor chapado en oro de 5-7 micras en la superficie principal, 3-4 micras de oro en todas las áreas empotradas de la caja del reloj.
F. Dureza del oro de 110 nudos a 130 nudos (basado en la especificación MIL-G-45204C grado b).
gramo. Color del baño de oro para que coincida con las especificaciones del fabricante original.
Es importante tener en cuenta que, debido a los diferentes diseños de la caja del reloj, los contornos de la superficie, el estado de la caja y otros factores, cada reloj que necesita un baño de oro presenta sus propios requisitos únicos para el acabado y el cambio de baño. El determinante final del precio para cualquier trabajo de cambio de placas de reloj se basará en el nivel de restauración que decida haber realizado.
Hablemos del precio de un reloj rechapado. Uno de los obsequios de un reemplazo de placa de calidad inferior se puede detectar en la estimación de precio inicial. Si le cotizan 150 dólares o menos para cambiar las placas de su reloj, puede suponer que el precio no incluye la extracción de las piezas mecánicas de la caja del reloj. Tampoco incluirá el acabado cuidadoso y la restauración de la superficie que serán necesarios antes de volver a enchapar. ¡En algunos casos puede que no incluya ni siquiera el pulido básico! Asegúrese de hacer suficientes preguntas para asegurarse de que sabe lo que está obteniendo por su dinero.
Algunos rechapadores de relojes le dirán que cumplen con todos los estándares gubernamentales para el enchapado en oro pesado (2,5 micras), incluidos los estándares militares para el enchapado en oro; y probablemente lo hagan. Pero según los 7 factores revisados anteriormente, eso no es suficiente para el tipo de reloj que garantiza un acabado duradero.
El extremo estándar de este rango de precios se basa en un reloj en una forma razonablemente buena, sin rayones superficiales profundos ni orejetas dañadas. Este precio incluiría una operación de repulido de primera calidad y rechapado en oro con un espesor de 5-7 micras.
Si la caja y/o la correa están en muy malas condiciones con imperfecciones profundas o daños que requieren reparación y/o reemplazo, es posible que se aplique un costo adicional. Nos pondremos en contacto con usted antes de continuar si esto se aplica.
Pensamientos y puntos de vista finales
Así que ahí lo tiene, todo lo que necesita saber sobre el reemplazo básico de relojes. Esta información debería ser más que suficiente para ayudarlo a comprender la importancia de contar con un recurso calificado para restaurar y volver a enchapar su reloj.
Para obtener información adicional sobre la galvanoplastia y el acabado de metales, asegúrese de visitar nuestro
Preguntas más frecuentes sección ubicada en este sitio. Si podemos ayudarlo con sus necesidades de enchapado personalizado y acabado de metal, comuníquese con nosotros a la dirección de correo electrónico a continuación o llámenos para analizar los servicios específicos que puede necesitar.
Todos los artículos son propiedad de The Time Preserve. No se permite la reproducción de este artículo en ninguna forma sin autorización expresa. Reservados todos los derechos. ¡Gracias!