
















Časová rezerva
POKOVOVÁNÍ HODIN 101 PRIMER
Hodinky Plating 101 Primer
Jedním z nejvíce frustrujících problémů pro majitele historických nebo historických hodinek, které potřebují výměnu, je třídění všech neznámých technických termínů, které se používají k popisu tloušťky pokovování, standardů kvality a osvědčených postupů.
Procházení všemi těmito údaji může být velmi frustrující i pro nejzkušenějšího spotřebitele. Tato frustrace je pochopitelná. Proces galvanického pokovování je komplikovaný. Vysvětlit to v základních termínech bez přílišného zjednodušení je také obtížné. V některých případech vedla dobře míněná vysvětlení nabízená veřejnosti k obrovskému množství dezinformací, zábavných městských mýtů a zbytečných technických předsudků v klenotnictví a v oblasti oprav hodinek.
Někdy čas, kdy drahé hodinky potřebují výměnu, skončí zpět ve šperkovnici nebo zásuvce prádelníku. Pro ty, kteří si užívají krásu a potěšení z nošení výrazných vintage hodinek, je to škoda.
Takže místo toho, abychom si hodinky znovu ukládali, pojďme se podívat na některé klíčové technické termíny a základní koncepty, které vám pomohou zjistit, jak výměna hodinek funguje.
Naším cílem je zde vysvětlit všechny důležité detaily bez kompromisů v technické správnosti. Na závěr tohoto článku se můžete také odkázat na často kladenou otázku
sekce o výměně hodinek. Tato část vám pomůže dát technické informace z tohoto článku do kontextu „skutečného světa“.
Než se dostaneme k technickým problémům, zde je něco málo o službách galvanického pokovování obecně. Za prvé, měli byste důvěřovat pouze kvalifikovanému galvanizátoru, který má odpovídající úroveň zkušeností (nejméně 20 let).
Na rozdíl od jiných šperků jsou pouzdra na hodinky a renovace řemínku vysoce specializované a jsou jedny z nejobtížnějších dekorativních předmětů, které se správně replatují. Až na vzácné výjimky většina klenotníků, opraváren šperků a hobby galvanistů není řádně vybavena k výměně hodinek podle přísných norem, které splňují nebo překračují původní specifikace výrobce. Z hlediska odolnosti a opotřebení se vysoce kvalitní hodinky spoléhají na těžší vrstvu zlata než většina galvanicky pokovených šperků. Tento typ galvanického pokovování těžkým zlatem vyžaduje výjimečné znalosti elektrochemických principů, specializované pokovovací zařízení, přísné dodržování správných technických postupů a pečlivou kontrolu kvality během každého kroku procesu galvanizace.
V důsledku toho bude jednou z největších výzev nalezení kvalifikovaného zdroje pro galvanické pokovování! I když je v USA mnoho galvanoven, jejich provozy jsou zaměřeny na pokovování předmětů v masovém měřítku výroby nebo se zaměřují pouze na specializované průmyslové aplikace galvanického pokovování. Pohlížejí na vlastní výměnu hodinek jako mimo rozsah a rozsah jejich operací.
Existuje řada zakázkových maloobchodních pokovovacích operací. Někteří z nich jsou kvalifikovaní a dobře informovaní o pokovování šperků. To však neznamená, že se zajímají nebo mají konkrétní zkušenosti s jedinečnými metodami potřebnými k opravě a výměně hodinek.
Nejprve malé pozadí procesu galvanického pokovování a jeho základních pojmů. Galvanické pokovování lze definovat jako nanášení velmi tenké vrstvy kovu „elektrolyticky“ na základní kov za účelem vylepšení nebo změny jeho vzhledu. Atomy jsou spojeny dohromady stejným způsobem, jakým jsou spojeny v pevném kusu kovu.
Galvanické pokovování se provádí v kapalném roztoku zvaném elektrolyt (obr.a), známém také jako "pokovovací lázeň". Pokovovací lázeň je speciálně navržená chemická lázeň, která má požadovaný kov (tj. stříbro, zlato) rozpuštěný jako mikroskopické atomy (kladně nabité ionty) suspendované v roztoku. Roztok pokovovací lázně slouží jako vodivé médium a využívá nízké stejnosměrné napětí (stejnosměrný proud). Předmět, který se má pokovovat, se ponoří do pokovovací lázně a do lázně se přivede stejnosměrný proud o nízkém napětí. Objekt, který má být pokovován, je obecně umístěn ve středu pokovovací lázně a působí jako záporně nabitá katoda (obr. b). Kladně nabité anody (obr. c), které doplní stejnosměrný obvod, jsou pečlivě umístěny na okrajích pokovovací nádrže. Zdroj energie známý jako usměrňovač (obr. d.) se používá k přeměně střídavého proudu na pečlivě regulovaný stejnosměrný proud o nízkém napětí.

Výsledný obvod vede elektrony do cesty z usměrňovače ke katodě (pokovovaný předmět), přes pokovovací lázeň k anodě (kladně nabité) a zpět do usměrňovače. Protože elektrický proud teče z kladného do záporného, kladně nabité ionty na anodách proudí skrz kovový elektrolyt pokovovací lázně směrem k záporně nabité katodě. Tento pohyb způsobuje, že kovové ionty v lázni migrují směrem k extra elektronům umístěným na povrchové vnější vrstvě katody. Pomocí elektrolýzy se kovové ionty vyjmou z roztoku a ukládají se jako tenká vrstva na povrch předmětu.
Tento proces se nazývá elektrodepozice. Teoreticky je tloušťka galvanicky pokovené vrstvy nanesené na předmětu určena dobou pokovování a množstvím dostupných kovových iontů v lázni vzhledem k proudové hustotě. Čím déle předmět zůstane v dc aktivované pokovovací lázni, tím silnější bude galvanizovaná vrstva.
Mějte na paměti, že toto stručné vysvětlení procesu galvanického pokovování je velmi základní. Vlastní procesy a specializované vybavení, pokud jde o přeplátování hodinek, jsou podstatně složitější. Existuje velké množství technických parametrů, z nichž každý má široké variace, které musí být správně řízeny a monitorovány, aby proces galvanického pokovování správně fungoval.
Nyní, když máme základní úvod do procesu galvanického pokovování, pojďme se podívat na klíčové problémy, které přispívají k úspěšnému pokovování hodinek. Existuje 7 základních faktorů, které ovlivní celkovou krásu, lesk a dlouhodobou životnost vašich renovovaných hodinek. Ve skutečnosti je jich mnohem více než sedm, ale mají více společného s procedurálními kroky během procesu galvanického pokovování a jsou mimo rozsah tohoto článku.
Těch sedm faktorů je
:
1.
Tloušťka
pozlacené vrstvy, pokud jde o odolnost, změnu barvy a celkovou průměrnou tloušťku zlata v zapuštěných oblastech pouzdra hodinek.
2.
Tvrdost
pozlacené vrstvy, co se týká poškrábání, náhodného otěru a odolnosti proti odštípnutí.
3.
Přilnavost
pozlacené vrstvy na povrch pouzdra hodinek.
4.
Podkovování
pozlacené vrstvy s mědí a niklem pro zlepšení odolnosti proti zašpinění.
5.
Pórovitost
a jeho eliminaci v pozlacené vrstvě, pokud jde o odolnost vůči oxidaci a difúzi.
6.
Barva a odstín
pozlaceného provedení vzhledem k estetice a původním specifikacím výrobce.
7.
Povrchová úprava
pokud jde o čištění a přeleštění před konečným procesem galvanického pokovování
Pojďme si projít každý faktor a zdůraznit nejdůležitější body, abychom pochopili, jak přispívají k úspěchu výměny hodinek.
faktor 1 -
tloušťka zlata:
Aby povrch a lesk renovovaných hodinek vydržely alespoň 7-10 let nebo více při pravidelném každodenním používání, budete potřebovat úctyhodnou tloušťku pokoveného zlata. Z hlediska odolnosti proti korozi bude stejně důležité, aby neviditelné zapuštěné oblasti (tj. závitové oblasti, očka, hrany krystalů) pouzdra hodinek měly také odpovídající tloušťku zlacení. Než se dostaneme k této úrovni detailů, pojďme se na chvíli dozvědět, jak se v klenotnickém průmyslu měří tloušťka pozlacení.
Jako výchozí bod bude nutné definovat "měrnou jednotku", která popisuje tloušťky pozlacené vrstvy. Nejběžnější jednotkou měření v USA je „mikroinch“. Laicky řečeno, mikropalec je vlastně totéž, co jedna miliontina palce (viz graf a).
Pro Evropu a některá průmyslová odvětví USA (tj. obchod se šperky) je měrná jednotka často vyjádřena v „mikronech“. Například tloušťka hrany amerického desetníku je 1250 mikronů nebo 1,25 milimetru.

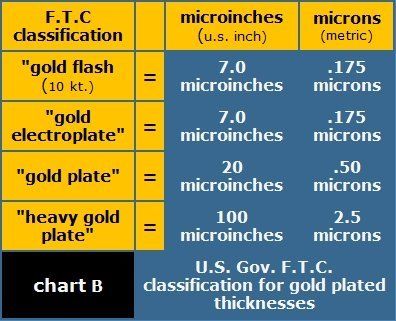
Tloušťka pokovování předmětů z drahých kovů a souvisejícího obchodu se řídí zvláštními pravidly, která spravuje Federální obchodní komise USA. Máte-li zájem o podrobnější informace, další informace naleznete v Code of Federal Regulations, Hlava 16, Obchodní zvyklosti, část 23. ledna 1999. Mezi drahé kovy podle předpisů FTC patří zlato, stříbro a skupina platinových kovů. Požadavky FTC na tloušťku pokovení jsou vyjádřeny v mikropalcích i mikronech (viz tabulka b).
Pro ještě jasnější srovnání popisuje graf c průměrnou tloušťku v mikropalcích a mikronech některých běžných předmětů, které všichni zná většina z nás. Jak můžete vidět, většina galvanicky pokovených zlatých povrchů je ve srovnání ve skutečnosti docela tenká.

Po srovnání grafu b a grafu c, první věc, kterou by se člověk zeptal, je, jak může jakékoli galvanické pokovování zlata tak tenké, jako je to, co je určeno předpisy FTC, vydržet velmi dlouho? Pokud jde o hodinky, měli byste tuto otázku správně položit.
Mějte však na paměti, že v dekorativním světě zlatých hodinek je oprava 5-7 mikronů poměrně těžká! V kombinaci s přídavkem "slitin" pro zpevnění zlacení je tato tloušťka galvanického pokovování více než dostačující pro většinu replátovaných hodinek.
Někteří galvanisté vám mohou říci, že 10-20 mikronů je správná tloušťka pro skutečnou autentickou výměnnou destičku hodinek „švýcarské kvality“. Pokud pokovujete vrstvou 99,9% čistého zlata bez tvrzené slitiny, může být tento názor správný. V závislosti na designu pouzdra hodinek byste potřebovali tuto silnější vrstvu jemného zlata, protože měkkost pokoveného zlata by se běžným opotřebením začala otírat o povrch hodinek.
S dnešními zlacenými recepturami jsou však k dispozici extrémně tvrdé zlaté povrchové úpravy s vynikající odolností proti poškrábání a oděru. Výsledkem je, že za určitým prahem není nutné ani výhodné z hlediska trvanlivosti a "odírání" vyměňovat hodinky nad 7 mikronů.
Z technického hlediska správná tloušťka pozlacené vrstvy také pomáhá minimalizovat dopad „pórovitosti“ v povrchové struktuře renovovaných hodinek. O pórovitosti a jejím vztahu k předčasnému odbarvení povrchu si povíme podrobněji dále v článku.
Není tak úplně pravda, že tloušťka pokovení na místech s vysokým opotřebením hodinek určuje trvanlivost povrchové úpravy hodinek. Tloušťka je důležitá, ale neméně důležitá je i celková „průměrná tloušťka“ zlacení po celé ploše hodinek.
„Fyzika“ procesu galvanického pokovování má ze své podstaty tendenci ukládat zlato na jakýkoli předmět nerovnoměrně. To platí zejména pro složité zapuštěné oblasti a obrysy v designu pouzdra hodinek. Výrazné hrany a výrazný dekorativní povrch (exponované oblasti kolem krystalu hodinek a výstupků) dostanou silnější pokovení než zapuštěné oblasti v pouzdru hodinek.
Aby se zabránilo případné povrchové oxidaci a změně barvy z neviditelných sekundárních oblastí pouzdra hodinek, je velmi důležité, aby renovované hodinky měly odpovídající tloušťku zlata na každé části své povrchové plochy.
Pozlacená vrstva o tloušťce alespoň 3-4 mikrony v zapuštěných neviditelných oblastech pouzdra hodinek je docela účinná. Tato úroveň tloušťky zlata eliminuje vznik koroze uvnitř hodinek. To platí zejména pro závitové oblasti pouzdra kolem odnímatelného zadního krytu hodinek a výstupky, které zajišťují pásek hodinek. Tyto části povrchu hodinek jsou v neustálém náhodném kontaktu s mastnotou pokožky, chemikáliemi a parfémy.
faktor 2 -
Tvrdost pozlacené vrstvy:
Nestačí mít silnou pozlacenou vrstvu, pokud se snadno setře při běžném kontaktu s oblečením, pokožkou a jinými povrchy. Pokud je pozlacení měkké, bude se během krátké doby snadno opotřebovávat. To bude zvláště patrné kolem vysokých bodů hodinek a primárních okrajů v blízkosti oček. Povrchová tvrdost a houževnatost finální pozlacené vrstvy je nesmírně důležitá pro odolnost hodinek proti poškrábání a náhodnému oděru.
Na rozdíl od tloušťky pozlacení již není tvrdost pro pozlacení regulována ani specifikována FTC (od srpna 1999). Výrobci v hodinářském průmyslu mají technické pokyny pro doporučenou tvrdost, které se stále používají na nově vyrobených pozlacených hodinkách.
Komerční galvanovny, které pozlacují předměty, jako jsou vodovodní armatury, se budou řídit vojenskými specifikacemi pro tvrdost povrchu, konkrétně MIL-G-45204C. V této specifikaci je tvrdost pro pozlacení označována jako "třída" (viz tabulka e). Pro naše aplikace přeplátování se budeme spoléhat na tento aspekt této specifikace pro stanovení norem pro různé úrovně tvrdosti dostupné pro pozlacení hodinek.

Norma pro měření tvrdosti zlacení je vyjádřena jako „tvrdost podle Knoopa“. Knoopova tvrdost se vypočítá měřením vtisku vytvořeného podlouhlým čtyřstranným diamantovým hrotem ve tvaru pyramidy. Vtlačený do galvanicky pokoveného povrchu pod zatížením (obvykle menším než 1 kilogram) indentor vytváří 4stranný dojem. Čísla tvrdosti jsou uvedena ve vztahu ke konkrétním hodnotám zatížení, které byly použity při testu.
Hodnota tvrdosti Knoop pro pozlacené zlaté hodinky by měla být hodnocena alespoň v rozsahu 110-130 (stupeň b).
Tato hodnota tvrdosti poskytne hodinkám dobrou odolnost proti poškrábání a dlouhodobou trvanlivost povrchové úpravy. Mohli byste určit tvrdší povrchovou úpravu, ale problém se může stát tendence ke křehnutí pozlacení. V některých případech by to mohlo vést k menšímu odštípnutí silné pozlacené vrstvy, zejména na ostrých hranách a výrazných designových obrysech hodinek.
faktor 3 -
Přilnavost pozlacené vrstvy:
To se dostává na území, které je obtížnější kontrolovat a do značné míry závisí na osvědčených postupech, úsudku a dovednostech galvanizátora. Účelem zařazení těchto informací do naší diskuze je zvýšit celkovou informovanost čtenářů.
Pouzdra hodinek (kromě typů z masivního zlata) jsou vyrobena z mosazi popř
nějaký typ slitiny mědi/bronzu.
Některá pouzdra hodinek jsou niklová. Mosaz a její slitiny mají při vystavení běžným podmínkám prostředí tendenci velmi rychle oxidovat a kazit se. Ochrana před změnou barvy je jedním z důvodů, proč bylo pouzdro hodinek na prvním místě pozlaceno.
Nečistoty z oxidů vytvořené na mosazném pouzdře hodinek mohou bránit dobré adhezi pozlacené vrstvy. Před výměnou mosazných hodinek musí být odstraněno veškeré opotřebované zlacení a povrchová oxidace. Mosazný povrch musí být pečlivě opraven a přeleštěn. Před procesem pokovování musí být povrch zbaven všech oxidů nebo nečistot. Čím čistší povrch, tím lepší přilnavost. Jedna z věcí, která je v této fázi často přehlížena, je
mikroskopicky zapuštěné
kontaminanty ve vnějších povrchových vrstvách hodinek. K tomu obvykle dochází během finálních kroků leštění a čištění těsně před procesem pokovování.
Jakékoli nečistoty ve formě brusných zrn, leštících směsí, zbytků mýdla nebo oxidů na mosazném pouzdře hodinek mohou nepříznivě ovlivnit přilnavost povrchu. Dodržováním pečlivých čisticích procesů může galvanoplast překonat většinu problémů s přilnavostí ponořením pouzdra hodinek do lehkého kyselého opláchnutí, aby se odstranily všechny oxidové filmy a aktivovala se jeho povrchová plocha. Od tohoto bodu je třeba věnovat velkou pozornost tomu, aby se zabránilo jakékoli rekontaminaci rychle se tvořícími oxidy, otisky prstů nebo oleji během manipulace před konečným procesem pokovování.
Nedostatek dobré přilnavosti je jedním z faktorů při pokovování, který může často vést k poréznosti povrchu nebo puchýřům v pozlacené vrstvě.
faktor 3 -
Přilnavost pozlacené vrstvy:
To se dostává na území, které je obtížnější kontrolovat a do značné míry závisí na osvědčených postupech, úsudku a dovednostech galvanizátora. Účelem zařazení těchto informací do naší diskuze je zvýšit celkovou informovanost čtenářů.
Pouzdra hodinek (kromě typů z masivního zlata) jsou vyrobena z mosazi popř
nějaký typ slitiny mědi/bronzu.
Některá pouzdra hodinek jsou niklová. Mosaz a její slitiny mají tendenci velmi rychle oxidovat a zabarvovat se, když jsou vystaveny běžným podmínkám prostředí. Ochrana před změnou barvy je jedním z důvodů, proč bylo pouzdro hodinek na prvním místě pozlaceno.
Nečistoty z oxidů vytvořené na mosazném pouzdře hodinek mohou bránit dobré adhezi pozlacené vrstvy. Před výměnou mosazných hodinek musí být odstraněno veškeré opotřebované zlacení a povrchová oxidace. Mosazný povrch musí být pečlivě opraven a přeleštěn. Před procesem pokovování musí být povrch zbaven všech oxidů nebo nečistot. Čím čistší povrch, tím lepší přilnavost. Jedna z věcí, která je v této fázi často přehlížena, je
mikroskopicky zapuštěné
kontaminanty ve vnějších povrchových vrstvách hodinek. K tomu obvykle dochází během finálních kroků leštění a čištění těsně před procesem pokovování.
Jakékoli nečistoty ve formě brusných zrn, leštících směsí, zbytků mýdla nebo oxidů na mosazném pouzdře hodinek mohou nepříznivě ovlivnit přilnavost povrchu. Dodržováním pečlivých čisticích procesů může galvanoplast překonat většinu problémů s přilnavostí ponořením pouzdra hodinek do lehkého kyselého oplachu, aby se odstranily veškeré oxidové filmy a aktivovala se jeho povrchová plocha. Od tohoto okamžiku je třeba věnovat velkou pozornost tomu, aby se zabránilo jakékoli rekontaminaci rychle se tvořícími oxidy, otisky prstů nebo oleji během manipulace před konečným procesem pokovování.
Nedostatek dobré přilnavosti je jedním z faktorů při pokovování, který může často vést k poréznosti povrchu nebo puchýřům v pozlacené vrstvě.
faktor 4 -
Podkovování:
Podšívání úzce souvisí s
faktor 3
s ohledem na zlepšení povrchové adheze zlacení. Jak již název napovídá, underplating je série pokovovacích procesů, které se používají k přípravě hodinek pro jejich finální pokovování zlatem. Účelem podkovování je zlepšit odolnost vašich pozlacených zlatých hodinek proti zašpinění.
Poté, co byly hodinky znovu vyleštěny, vyčištěny a opláchnuty, jsou galvanicky pokoveny vrstvou lesklé mědi. Galvanicky pokovená měď snadno přilne k mosaznému pouzdru hodinek a poskytuje dobrou mezivrstvu, která pomáhá předcházet poréznosti a tvorbě oxidů. U pouzder hodinek se špatnými důlky a drážkami lze na povrch nanést dostatečné vrstvy mědi, aby se vyplnily a vyhladily nerovnosti povrchu. Po nanesení mědi na hodinky jsou hodinky připraveny na další krok.
V závislosti na výrobci bylo mnoho historických hodinek střední a vysoké ceny také potaženo vrstvou lesklého niklu před konečným pozlacením. Jasný nikl má mnoho žádoucích vlastností, které pomáhají zlepšit lesk a odolnost vašich renovovaných hodinek. Nejpozoruhodnější výhodou niklového podkovování je jeho schopnost zabránit korozi z mosazného pouzdra hodinek, aby dosáhla pozlacené vrstvy. Pokud je v pozlacené vrstvě nějaká pórovitost, niklová vrstva zabrání jakýmkoli povrchovým nečistotám v korozi mosazného pouzdra hodinek; které by časem pozlacenou vrstvu odbarvily. Nakonec vrstva niklu může pomoci rozjasnit a vyhladit drobné nerovnosti povrchu na pouzdru hodinek.
faktor 5 -
Pórovitost:
Bylo by snadné napsat celou kapitolu o mnoha důležitých technických souvislostech, které mohou vést k poréznosti (tj. příčné póry, objemová pórovitost) v pozlacených povrchových úpravách.
Když galvanické pokovování začíná tvořit první vrstvu zlata na pouzdru hodinek, zlato je postupně konstruováno na molekulární úrovni ve struktuře vrstvy „mřížkového typu“. Čím déle jsou hodinky vystaveny pokovovací lázni, tím silnější a hustší budou vrstvy zlaté mřížky.
Pokud je na povrchu pouzdra hodinek nějaká kontaminace nebo nerovnoměrná drsnost (tj. škrábance) v povrchové úpravě, může dojít k přerušení molekulární mřížkové struktury zlata a vytvoření mikroskopického „póru“ a jeho růstu v místě kontaktu. Pokud tento a další faktory (tj. pokovovací lázně, napájení) v procesu galvanického pokovování nejsou přísně kontrolovány, objeví se v celé pozlacené vrstvě poréznost připomínající vrstvy mikroskopického švýcarského sýra.
Bohužel, pórovitost může umožnit, aby mosazné pouzdro hodinek pomalu korodovalo, protože povrchové nečistoty migrují malými póry ve zlaté vrstvě. Nakonec se tato koroze vrátí zpět na povrch pozlaceného povrchu hodinek a způsobí, že změní barvu. To je jeden z mnoha důvodů, proč mají zlaté povrchové úpravy replatovaných hodinek tak špatnou pověst, protože nevydrží příliš dlouho. Proto je životně důležité, aby veškerá pórovitost byla během procesu galvanizace zlata minimalizována nebo zcela odstraněna.
Existuje několik způsobů, jak toho dosáhnout. Za prvé, měli byste mít na paměti, že se zdá, že existuje důležitý vztah mezi tloušťkou zlata a tvorbou pórů. Jednoduše řečeno, pórovitost se snižuje, když se vrstva zlata stává silnější. Jak se vytváří zlatá vrstva, nové vrstvy zlata přemosťují a „utěsňují“ všechny póry, které se vytvořily během počátečních fází procesu galvanizace. Pozlacení v dostatečné tloušťce v kombinaci se správnými procesy galvanického pokovování může prakticky eliminovat jakoukoli možnost migrace povrchových nečistot do mosazného pouzdra hodinek. To je důvod, proč by měla být použita silnější vrstva pozlacení.
Je důležité, aby proces pokovování využíval nějaký typ procesu ochranného podkovování. Jak již bylo zmíněno dříve, světlý nikl může být použit jako podklad, aby se zabránilo jakémukoli znečištění v cestě do nebo z mosazného pouzdra hodinek a případně odbarvení pozlacené vrstvy.
faktor 6 - Barva a odstín
:
Shoda s původní barvou vašich historických hodinek je důležitá pro zajištění autentického a esteticky příjemného vzhledu, který nejlépe kopíruje jejich původní tovární povrch!
Na rozdíl od všeobecného přesvědčení má barva pozlacení velmi malý přímý vztah k hodnocení čistoty použitého zlata. Různých pozlacených barev je dosaženo přidáním malého množství slitinových kovů pro změnu "barvy a odstínu" konečného pozlaceného povrchu.
Například, pokud vaše hodinky měly označení „14karátové pozlacení“, této barvy bylo pravděpodobně dosaženo přidáním malého množství buď niklu, kobaltu nebo palladia (nebo kombinací všech z nich), aby se „zbledly“ od výrazná žlutooranžová barva čistého 24 karátového zlata. Jiné techniky, jako je změna teploty pokovovací lázně, úprava stejnosměrného napětí nebo jednoduché promíchání pouzdra hodinek v pokovovací lázni, mohou umožnit ještě větší úpravu barvy pokoveného zlata. Pozlacená vrstva může být stále 90 % čistého zlata, ale jeho barva by vypadala, jako by se jednalo o povrchovou úpravu 14karátového zlata (skutečné 14karátové zlato je 58% čisté oproti 24karátům, což je 99,99% zlato). Proto byste měli vědět, že když pro své hodinky určíte 14kt nebo 18kt pozlacený povrch, konečná barva nemusí mít přímý vztah ke skutečné ryzosti zlata uloženého na hodinkách.
Jako postranní panel, s výjimkou velkoobjemových nebo velkoobjemových pokovovacích zakázek, jsou skutečné rozdíly v nákladech mezi položkami pozlacenými 14karátovým a 24karátovým zlatem zanedbatelné. Žluté 14karátové tvrdé zlato pro hodinky (5-7 mikronů) se ve skutečnosti pokovuje obtížněji (tj. zkřehnutí od vnitřního pnutí), ale je mnohem odolnější než nelegované čisté 24karátové pozlacené barvy.
S touto rodinou 14karátového barevného zlacení je docela snadné duplikovat mnoho „žlutých hamiltonských“ zlatých barev používaných v padesátých a šedesátých letech na hodinky střední až vysoké ceny. Kromě toho mají skvělou barvu, vynikající odolnost proti poškrábání, vypadají méně křiklavě nebo falešně než 22kt nebo 24kt barva pozlacená. Pokud hledáte pro své hodinky exotičtější barvy, k dispozici jsou také povrchové úpravy potažené zeleným zlatem, růžovým zlatem, šedým zlatem a fialovým zlatem. Tyto typy pozlacených povrchů byly legovány s jinými kovy, aby se dosáhlo jejich barvy. Stále vypadají zlatě, ale mají „nádech“ na jejich povrchové úpravě ze slitiny, která byla přidána do pokovovací lázně.
Pozor, některé z vysoce inzerovaných „tajných receptur“ s 99,9% čistotou 24karátovým zlatem, které jsou nabízeny. Mají modrožlutou barvu (legovaný kobaltem) a mají daleko k žádoucí „teplé žluté“ barvě původního provedení hodinek. To neznamená, že jejich povrchová úprava není odolná nebo dobře provedená, ale budou mít nežádoucí barvu.
faktor 7 - Povrchová úprava
:
Jedním z nejdůležitějších a nejsnáze kontrolovatelných faktorů při opravě hodinek je kvalita a jas povrchové úpravy pouzdra hodinek. Bez speciálního podkovování nezakryje proces galvanického pokovování již existující škrábance nebo důlky. Proces pokovování způsobí, že špatná povrchová úprava bude vypadat ještě horší.
S ohledem na to je důležité věnovat více času ve fázi lakování, abyste odstranili hluboké škrábance, vyplnili všechny povrchové jamky a obnovili opotřebované designové hrany. Tato část procesu může ve skutečnosti trvat déle než galvanické pokovování, zvláště pokud jsou hodinky starší a obrysy pouzdra hodinek jsou silně opotřebované.
Někdy mohou být hluboké jámy a povrchové rýhy během procesu podkovování postupně zaplňovány vhodným kovem. Jindy je nutné natavit speciální zlatou nebo stříbrnou pájku přímo na holé mosazné pouzdro hodinek, aby se vyplnily případné hluboké povrchové nedokonalosti. To může být časově náročné a vyžaduje to velkou zručnost ze strany lakýrníka. Všechny výrazné hrany designu musí být předefinovány a vyleštěny. Kromě toho musí být pečlivě odstraněny všechny drobné úlomky nebo rýhy kolem oček, které drží pásek hodinek.
Je lepší vyplnit hluboké rýhy a povrchové nedokonalosti, než se je snažit odstranit abrazivním broušením. Příliš mnoho broušení může poškodit pouzdro hodinek tím, že bude příliš tenké. To je zvláště důležité pro oblasti „design obrysu“ pouzdra hodinek, které definují jeho dekorativní krásu nebo přispívají k jeho strukturální integritě (tj. výstupky, rámeček kolem krystalu hodinek).
Po odstranění hlavních povrchových nedokonalostí je nutné konečné vyleštění pouzdra hodinek, aby se odstranily všechny ostatní jemné škrábance. V tomto okamžiku by všechny saténové povrchy měly být jednotného vzhledu a všechny lesklé povrchy by měly být zrcadlově lesklé a bez jakýchkoli povrchových nerovností. Konečně jsou hodinky připraveny k výměně.
Může se to zdát jako mimořádná snaha a také je. Dalo by se tento proces popsat přesněji jako „restaurování hodinek“ spíše než pouhé přeleštění a přeplátování hodinek. V některých případech, pokud jsou provedeny správně, mohou tyto důležité kroky výrazně zvýšit peněžní a vnitřní hodnotu vašich historických hodinek.
Z technického hlediska, na základě 7 faktorů obsažených v tomto článku, můžeme nyní shrnout perfektní specifikaci hodinek pro výměnu hodinek zlatem:
A. Odstranění veškerého starého oplechování, škrábanců a povrchových nedokonalostí včetně všech důlků.
b. Oprava a přeleštění celého povrchu hodinek.
C. Podloženo vrstvou světlé mědi.
d. Podloženo vrstvou lesklého niklu.
E. Tloušťka zlacení 5-7 mikronů na primárním povrchu, 3-4 mikrony zlata ve všech zapuštěných oblastech pouzdra hodinek.
F. Tvrdost zlata 110 knoop až 130 knoop (na základě specifikace MIL-G-45204C stupeň b).
G. Barva pozlacení odpovídá specifikacím původního výrobce.
Je důležité mít na paměti, že vzhledem k různým designům pouzdra hodinek, konturám povrchu, stavu pouzdra a dalším faktorům mají každé hodinky, které potřebují pozlacení, své vlastní jedinečné požadavky na povrchovou úpravu a pokovování. Konečným určujícím faktorem ceny pro jakoukoli opravu hodinek bude úroveň povrchové úpravy, kterou se rozhodnete provést.
Pojďme si promluvit o ceně replatovaných hodinek. Jeden z mrtvých darů méně kvalitní výměny lze odhalit v počátečním odhadu ceny. Pokud vám výměna hodinek nabídne 150 dolarů nebo méně, můžete předpokládat, že cena nezahrnuje odstranění mechanických částí z pouzdra hodinek. Nezahrnuje také pečlivé přelakování a restaurování povrchu, které bude nutné před novým pokovením. V některých případech nemusí zahrnovat ani základní přeleštění! Ujistěte se, že položíte dostatek otázek, abyste měli jistotu, že víte, co za své peníze dostáváte.
Někteří výrobci hodinek vám řeknou, že splňují všechny vládní normy pro silné zlacení (2,5 mikronu), včetně vojenských norem pro zlacení; a pravděpodobně ano. Ale na základě 7 faktorů, které jsme přezkoumali dříve, to nestačí pro typ výměny hodinek, který zaručuje dlouhotrvající povrch.
Standardní konec této cenové kategorie je založen na hodinkách v přiměřeně dobrém stavu, bez hlubokých povrchových škrábanců nebo poškozených oček. Tato cena by zahrnovala špičkovou kvalitu přeleštění a pokovení zlatem o tloušťce 5-7 mikronů.
Pokud je pouzdro a/nebo pásek ve velmi špatném stavu s hlubokými nedokonalostmi nebo poškozením, které vyžaduje výplň a/nebo výměnu, může být účtován příplatek. Pokud to platí, před pokračováním vás budeme kontaktovat.
Závěrečné myšlenky a pohledy
Takže tady to máte, vše, co potřebujete vědět o základní výměně hodinek. Tyto informace by měly být více než dostatečné, aby vám pomohly pochopit důležitost kvalifikovaného zdroje pro opravu a výměnu hodinek.
Pro další informace týkající se galvanického pokovování a povrchové úpravy kovů určitě navštivte naše
FAQ sekce umístěná na tomto webu. Pokud vám můžeme pomoci s vašimi vlastními potřebami pokovování a povrchové úpravy kovů, kontaktujte nás na níže uvedené e-mailové adrese nebo nám zavolejte, abychom projednali konkrétní služby, které můžete požadovat.
Všechny články jsou chráněny autorským právem The Time Preserve. Reprodukce tohoto článku v jakékoli formě bez výslovného svolení není povolena. Všechna práva vyhrazena. Děkuji!